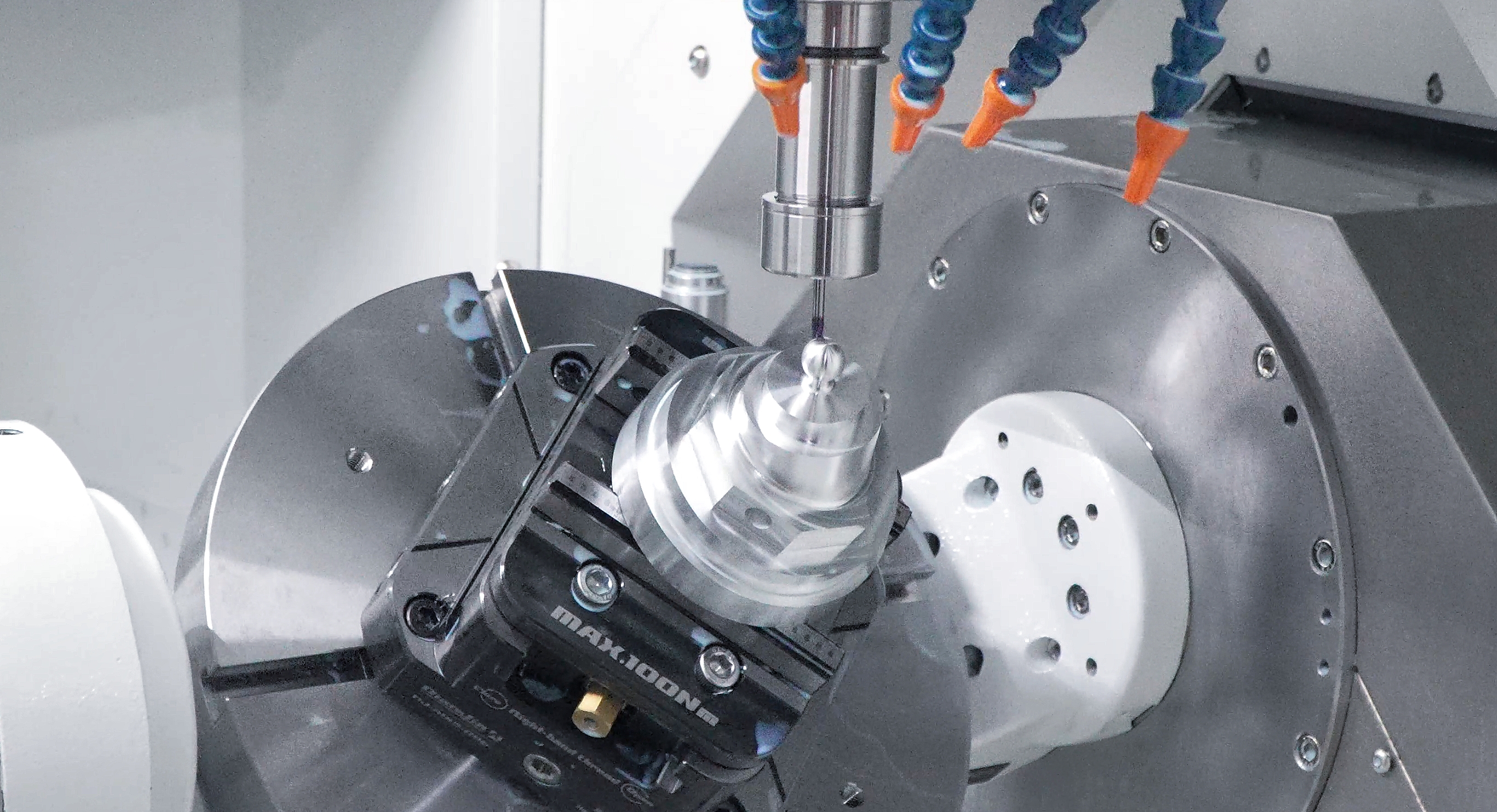
Пятиосевые обрабатывающие центры обычно выбирают не из-за их «сложности», а из-за экономических преимуществ, обеспечиваемых их точностью.
Когда инженеры и специалисты по закупкам обсуждают пятиосевые станки для обработки осей , разговор обычно начинается не с элегантных траекторий движения инструмента, а с более практического вопроса: как сократить количество операций перезажима без потери геометрии. Это крайне важно для обработки длинных деталей. Смещение может легко возникнуть, если оси, заготовки шпинделей, валы шпинделей или ступенчатые элементы часто переворачиваются, центрируются и регулируются вручную каждый раз.
Поэтому пятиосевая обработка на станках важна не только для технических специалистов, но и для тех, кто отвечает за массовое производство, стабильное качество и эффективность использования производственных мощностей. Пятиосевая обработка не является панацеей или универсальным решением. Однако для деталей с несколькими обрабатываемыми поверхностями, резьбой, канавками, неправильной формой или наклонными элементами этот метод, как правило, более эффективен, чем традиционные процессы токарной, фрезерной и чистовой обработки.

Изменения в фактической работе: меньшее количество установок, расширенные возможности управления.
Главное преимущество пятиосевой обработки металла при обработке деталей валового типа заключается в более удобной фиксации заготовки относительно инструмента и возможности обработки сложных криволинейных поверхностей с меньшим количеством переналадок. Для мелкосерийного производства это означает не только экономию времени, но и снижение риска накопления ошибок, что облегчает поддержание повторяемости результатов обработки деталей.
Для производителей еще одним важным аспектом является то, что пятиосевые фрезерные станки, как правило, позволяют объединить процессы, которые на традиционном оборудовании выполнялись бы отдельно, в одном станке. Хотя это удобно, требуется тщательное предварительное планирование установки инструмента, его зажима, траекторий движения стружки и рабочих каналов. Распространенная ошибка заключается в том, что покупатели сосредотачиваются исключительно на кинематике станка, недооценивая важность режущих инструментов. Именно инструменты часто определяют скорость обработки или же она превращается в серию ручных корректировок.
В каких ситуациях для обработки валов необходимы фрезерные и токарные станки?
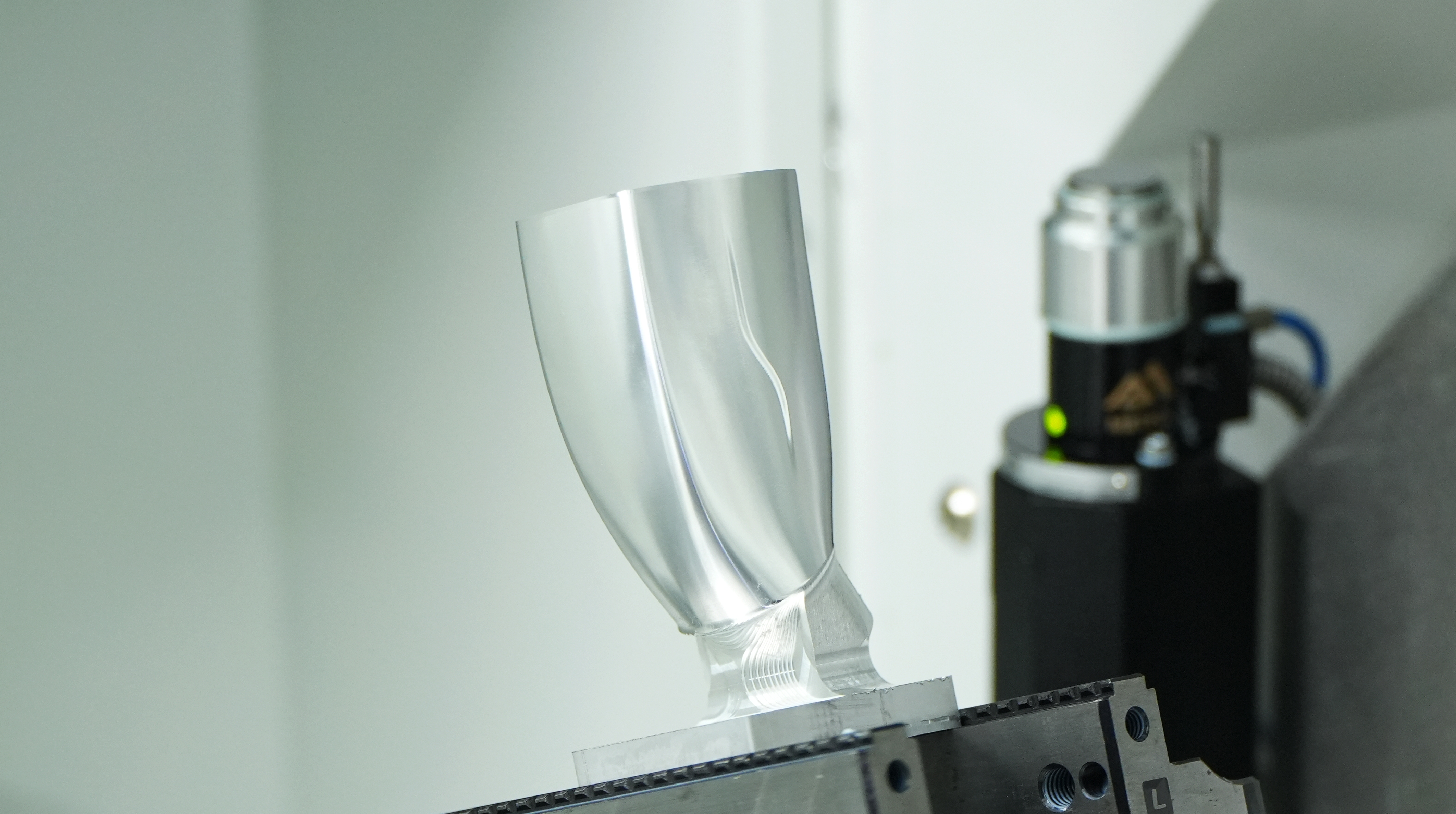
Если деталь имеет как круглую геометрию, так и плоские, контурные или локально обработанные участки, для обработки вала обычно рассматривается фрезерно-токарный станок . Это особенно актуально для деталей, где критически важны такие параметры, как наружный диаметр, торцевая поверхность, смещение, отверстие и зона крепления. В таких случаях интегрированная функция фрезерно-токарного станка помогает избежать перерывов при обработке детали на разных станках.
Однако важно сохранять сбалансированный подход: не все оси требуют высокого уровня автоматизации. Для простых, длинных заготовок традиционная токарная обработка с последующим фрезерованием иногда оказывается более экономически выгодной. Пятиосевая обработка, с другой стороны, подходит для применений со сложной геометрией, строгими требованиями к выравниванию или ограниченным временем цикла.
Что следует учитывать при выборе оборудования?
При выборе высокоточного оборудования для обработки валов покупателям, как правило, следует проверять техническую совместимость, а не слепо доверять рекламным заявлениям. На конечный результат действительно влияют следующие факторы:
Во-первых, необходимо учитывать длину и вес заготовки. Для заготовок вального типа это почти всегда решающий параметр: жесткость системы «заготовка-инструмент-шпиндель» важнее, чем абстрактная скорость движения.
Во-вторых, это доступность режущего инструмента. Для заготовок со сложной геометрией узкие участки могут быть недоступны, если не учитывать углы поворота и размеры зажимного приспособления.
В-третьих, система управления. В реальном производстве точность и точность измерений неразделимы. Если машина не может быстро выявлять отклонения, цикл стабилизации будет отложен.
В-четвертых, техническое обслуживание и сборка. Это часто недооценивается. В загруженном цехе важна не только эффективность производства, но и скорость перенастройки, калибровки и тестирования деталей. Кстати, в зонах с длинными направляющими и линейными траекториями перемещения качество сборки и калибровки напрямую влияет на конечную повторяемость.
Почему в машинах такого типа придают такое большое значение линейным направляющим?
Даже самые передовые пятиосевые обрабатывающие центры не смогут обеспечить стабильные результаты обработки при наличии недостатков в линейном перемещении основания. В действительности, при сборке и техническом обслуживании оборудования особое внимание следует уделять точной установке направляющих, равномерности их затяжки и проверке прямолинейности. Снаружи это может выглядеть как обычная металлическая направляющая с кареткой, но для станка именно эта направляющая обеспечивает плавное и предсказуемое перемещение деталей.
В реальных производственных условиях эти компоненты требуют контроля с помощью измерительных приборов, а иногда для обеспечения правильной посадки и выравнивания используются индикаторы и регулируемые рычажные опоры. Это непростая операция. Если направляющее устройство установлено под углом, даже высокопроизводительный станок будет испытывать отклонения, и оператору необходимо проверить программу, режущие инструменты или заготовку, чтобы найти проблему.
Распространенные ошибки в процессе покупки и публикации.
Первое заблуждение заключается в выборе станка исключительно на основе количества осей. При рассмотрении количества осей гораздо важнее учитывать конкретные операции, выполняемые на одном станке, и повторяемость партий.
Вторая ошибка — игнорирование ассортимента продукции. Сегодня вам может понадобиться один тип оси, а завтра — другой, но соответствующие режущие инструменты и диапазон перемещения могут оказаться неподходящими. Поэтому лучше всего основывать закупки на будущих производственных линиях, а не на текущих заказах.
Третья ошибка — пренебрежение процессом контроля качества. Если после обработки по-прежнему требуется значительный объем ручной чистовой обработки и измерений, ожидаемые преимущества пятиосевой системы обработки будут значительно снижены.
Практические выводы для инженеров и покупателей
Если вам нужен не просто станок, а мощная технологическая платформа, то следует учитывать всю систему в целом: компоновку, оснастку, удобство использования, точность измерений и качество линейного перемещения. Для обработки валов особенно эффективна пятиосевая конструкция, поскольку она позволяет одновременно выполнять операции токарной и фрезерной обработки, избегая ненужного перепозиционирования и сохраняя геометрию длинных заготовок.
Компания TAIMECH, основанная в 2021 году, располагает командой с более чем 20-летним опытом в области механических исследований и разработок, а также производства, специализирующейся на предоставлении комплексных производственных решений для высокоточных применений. Такой подход заслуживает внимания компаний, которые уделяют приоритетное внимание не только производительности оборудования, но и сборке, качеству тестирования и возможностям будущей модернизации.
Какие вопросы следует задать поставщику, прежде чем принимать решение?
Прежде чем одобрить покупку пятиосевого обрабатывающего центра , обязательно уточните, как он будет обрабатывать ваши конкретные детали: какие процессы можно выполнить за одну установку? Как осуществляется зажим длинных заготовок? Как проводится геометрический контроль? И каковы процедуры технического обслуживания и ремонта направляющих и механизмов перемещения? Такое общение позволит быстро отличить расплывчатую демонстрацию от действительно практичной системы.
Чтобы снизить риск ошибок, следует сначала изучить чертеж детали и схему обработки, а не смотреть непосредственно на номер детали. Для валов это обычно самый простой способ выбора оборудования.