Почему выбор пятиосевого обрабатывающего центра важнее, чем вы можете себе представить?
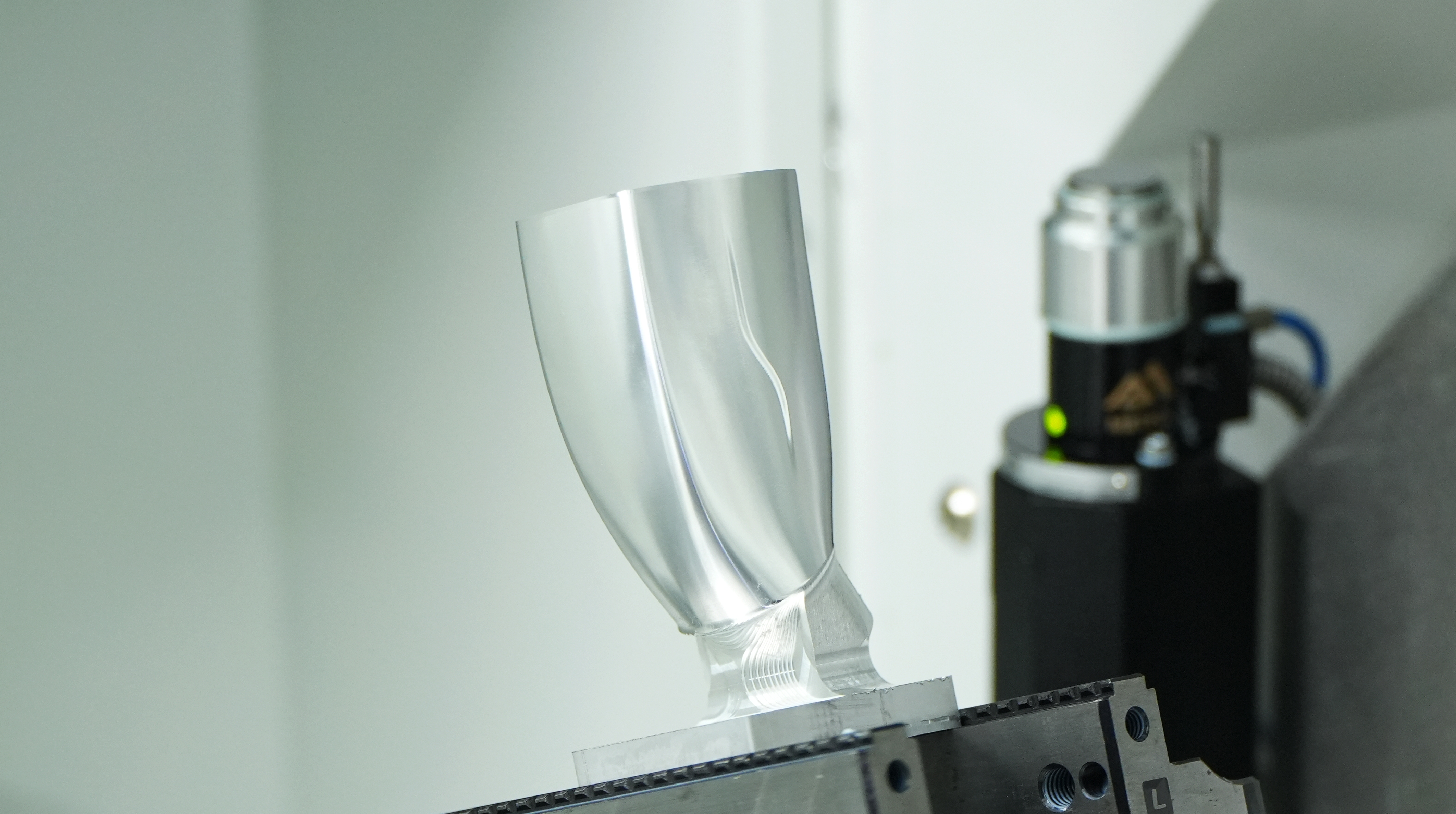
Для вращающихся компонентов выбор пятиосевого обрабатывающего центра обычно обусловлен не его модным названием, а решением давних проблем в производстве: ненужной переустановкой, накопленными ошибками и чрезмерно длительными циклами обработки. Вал — сложный компонент. Его геометрия может казаться простой, но как только появляются ступеньки, канавки, шпоночные пазы, сложные торцевые поверхности, переходы подшипников или отверстия для крепежных элементов, традиционный подход «одноразовая обработка, один станок» часто оказывается неэффективным.
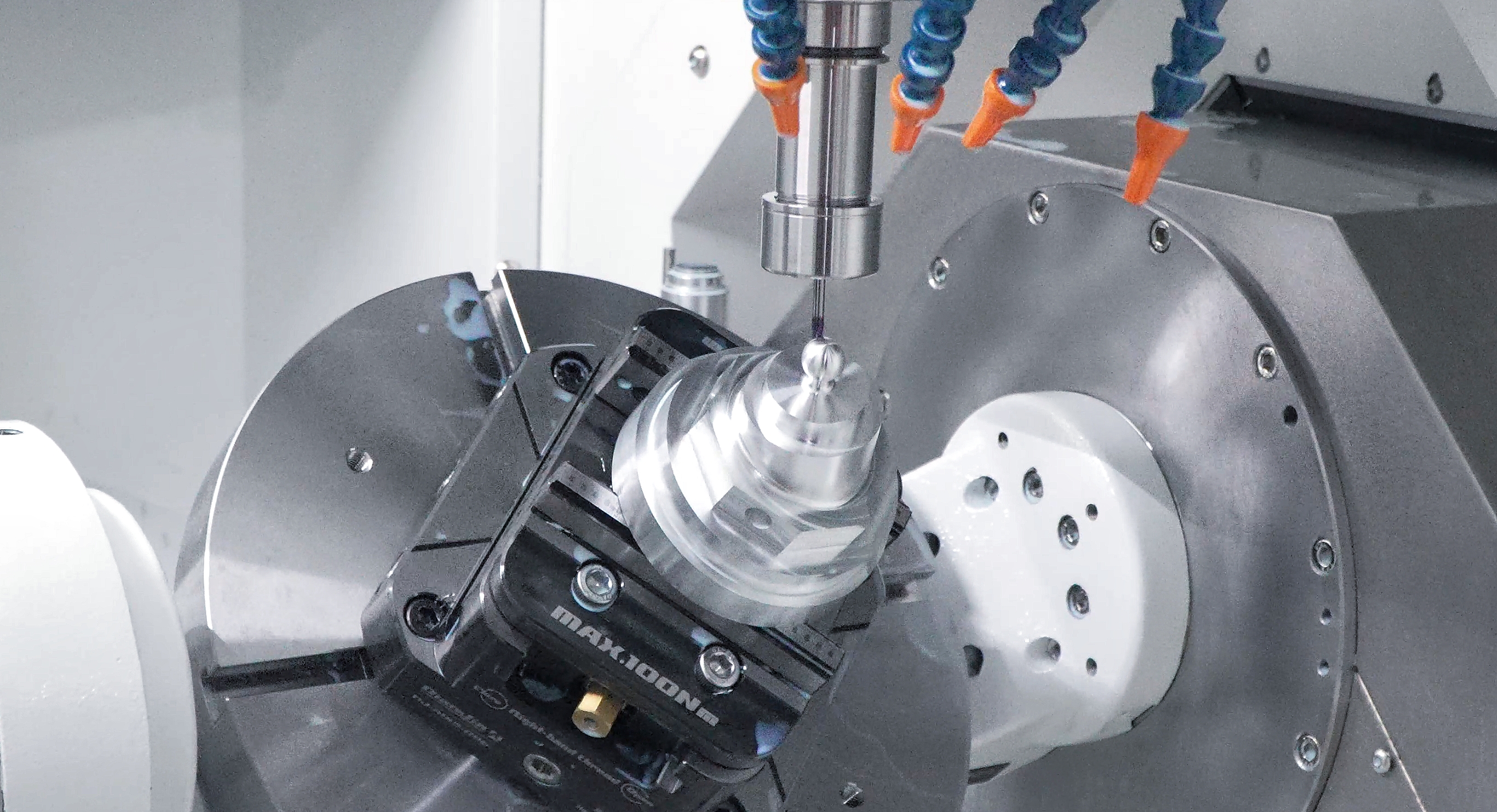
Для инженеров и специалистов по закупкам важность пятиосевого обрабатывающего центра заключается не в его функциональности, а в выполняемых им задачах. Токарная обработка, фрезерование, сверление и обработка сложных контуров могут быть выполнены за один проход. Это особенно важно в областях, требующих высокоточной обработки по осям, таких как автоматизация, производство станков, приводные системы и промышленное оборудование. Соосность или биение во время обработки могут привести к шуму, вибрации, ускоренному износу и жалобам клиентов, что в конечном итоге увеличивает бюджетные затраты.

Какие преимущества может предложить пятиосевое решение на практике?
Вкратце, ценность пятиосевой обработки заключается в ее способности обрабатывать детали под любым углом без частой ручной переустановки зажимов. Это особенно важно для деталей валообразного типа: длинные геометрические формы не должны подвергаться ненужной пересборке. Меньшее количество операций зажима упрощает поддержание базовой точки, выравнивания и повторяемости.
Фактически, это повлияет на три вещи.
Во-первых, повышается точность. При использовании одной и той же базы данных для нескольких операций обработки вероятность накопления ошибок значительно снижается. Во-вторых, улучшается качество поверхности и геометрия обработки: инструмент может перемещаться по более эффективным траекториям без существенных компромиссов. В-третьих, повышается эффективность производства. Обработка деталей валов на пятиосевом станке обычно сокращает траекторию обработки детали в цехе, тем самым уменьшая запасы незавершенного производства и зависимость от нескольких станков.
В каких аспектах пятиосевая обработка особенно выгодна?
Не все оси обязательно должны быть размещены на пятиосевом обрабатывающем центре. Иногда традиционная токарная обработка в сочетании с раздельным фрезерованием может обеспечить вполне приемлемые результаты при меньших затратах. Однако для определенных типов деталей использование пятиосевого обрабатывающего центра может значительно повысить производительность обработки.
Длинная ось содержит множество локальных элементов;
Шестеренчатые валы и приводные валы со сложными канавками;
Детали со скошенными отверстиями и поверхностями;
Комбинированные изделия, требующие обработки валов с использованием как токарных, так и фрезерных станков;
Для производственных линий, где стабильность и воспроизводимость от партии к партии имеют решающее значение, стабильность и воспроизводимость от партии к партии имеют первостепенное значение.
Если детали требуют частой повторной сборки, а контроль биения становится серьезной технической проблемой, часто выбирается решение, объединяющее логику токарной и фрезерной обработки на единой платформе. В этом случае, если конструкция фрезерного станка не обладает необходимой жесткостью для интегрированной механической конструкции и длинного вала, это может стать узким местом.
Что следует учитывать при выборе оборудования?
Как правило, покупатели начинают с изучения технических характеристик в каталоге продукции: мощность шпинделя, количество осей и скорость вращения. Хотя эта информация полезна, её недостаточно. Для оборудования с валом ещё важнее изучить, как станок сохраняет свою геометрию во время реальной эксплуатации.
Оценка жесткости конструкции и компоновки, возможности зажима длинных заготовок, доступности зоны резки и простоты монтажа имеет решающее значение. Если ось длинная, особенно важна правильная работа опорного, выравнивающего и измерительного оборудования. Иногда только на этапе подготовки обнаруживается, что, несмотря на безупречные характеристики оборудования в спецификации, в цехе отсутствуют необходимые условия для быстрой и надежной установки.
Здесь полезно вспомнить основы метрологии. В производственных процессах, требующих точной обработки валов, обычно используются индикаторные проверки, проверка прямолинейности, параллельности и опорных точек крепления. Типичный пример легко увидеть на фотографиях технологического процесса: линейные направляющие, зажимные блоки, измерительные щупы или индикаторы и точная сборка на жестком рабочем столе. Такой подход демонстрирует, что точность — это не абстрактное обещание, а результат точной настройки и контроля.
Типичные ошибки в процессе внедрения
Одна из самых распространенных ошибок — выбор станка исключительно на основе размера самой большой заготовки. Шпиндель может идеально подходить к станку, но это не гарантирует надежной обработки. Другая ошибка — недооценка важности режущего инструмента. Для длинных заготовок, хотя сам станок имеет решающее значение, опорная рама, приспособления для инструмента, позиционирование и методы контроля не менее важны.
Третья проблема заключается в предположении, что один и тот же шаблон подойдет для всех материалов. Сталь, сплавы нержавеющей стали и более мягкие материалы имеют разные свойства. Шаблон, хорошо работающий на одной партии, может вызвать вибрацию или плохое качество поверхности на другой. Еще один практический момент: не следует пренебрегать обучением настройке оборудования. Циклы обработки на пятиосевых станках очень чувствительны к ошибкам настройки, а не только к качеству материала.
Какую роль в этом играет компания TAIMECH?
Компания TAIMECH, основанная в 2021 году, может похвастаться командой с более чем 20-летним опытом в области механических исследований, разработок и производства. Для клиентов это не просто маркетинговый ход, а убедительное доказательство безупречной интеграции проектирования, тестирования и производства. В профиле компании подчеркивается ее передовое технологическое и испытательное оборудование, а также строгая система управления качеством на всех этапах.
Для рынка B2B это означает уточнение приоритетов: речь идет не просто о предоставлении оборудования, а о предоставлении производственных решений, адаптированных к потребностям клиентов. В отраслях, требующих токарных и фрезерных осей, такой подход часто ценится выше, чем абстрактные спецификации в технических описаниях.
Список потенциальных покупателей
Если вам необходимо принимать решения, не полагаясь на излишнюю теорию, сначала задайте себе три вопроса: Какова длина и вес оси? Сколько операций требуется в настоящее время при различных условиях зажима? На каких этапах происходит потеря точности? Затем проверьте, может ли выбранное решение сократить количество операций зажима, обеспечить стабильное выравнивание и упростить процесс контроля. Если ответы неясны, это означает, что пятиосевая конструкция еще не доказала свою экономическую эффективность для ваших деталей.
Если существующий процесс обработки детали разбит на множество этапов, а контроль качества занимает слишком много времени, то приобретение пятиосевого обрабатывающего центра может быть не просто покупкой оборудования, а эффективным способом интеграции всего процесса в более управляемую производственную линию. Для таких проектов необходимо обсудить не только сам станок, но и режущие инструменты, измерительные системы и последующую техническую поддержку.
Что делать дальше?
Если вы выбираете оборудование для новой производственной линии или хотите заменить разрозненные операции единым процессом, начните с составления чертежей деталей и технологических схем. Иногда даже на этом этапе становится ясно, нужна ли пятиосевая система или достаточно будет более простой конфигурации. Если оси сложные, длинные и требуют высокой точности выравнивания, задержка с принятием решения часто обходится дороже, чем предполагалось изначально.