Зачем нужен пятиосевой фрезерный обрабатывающий центр там, где обычного станка уже недостаточно?
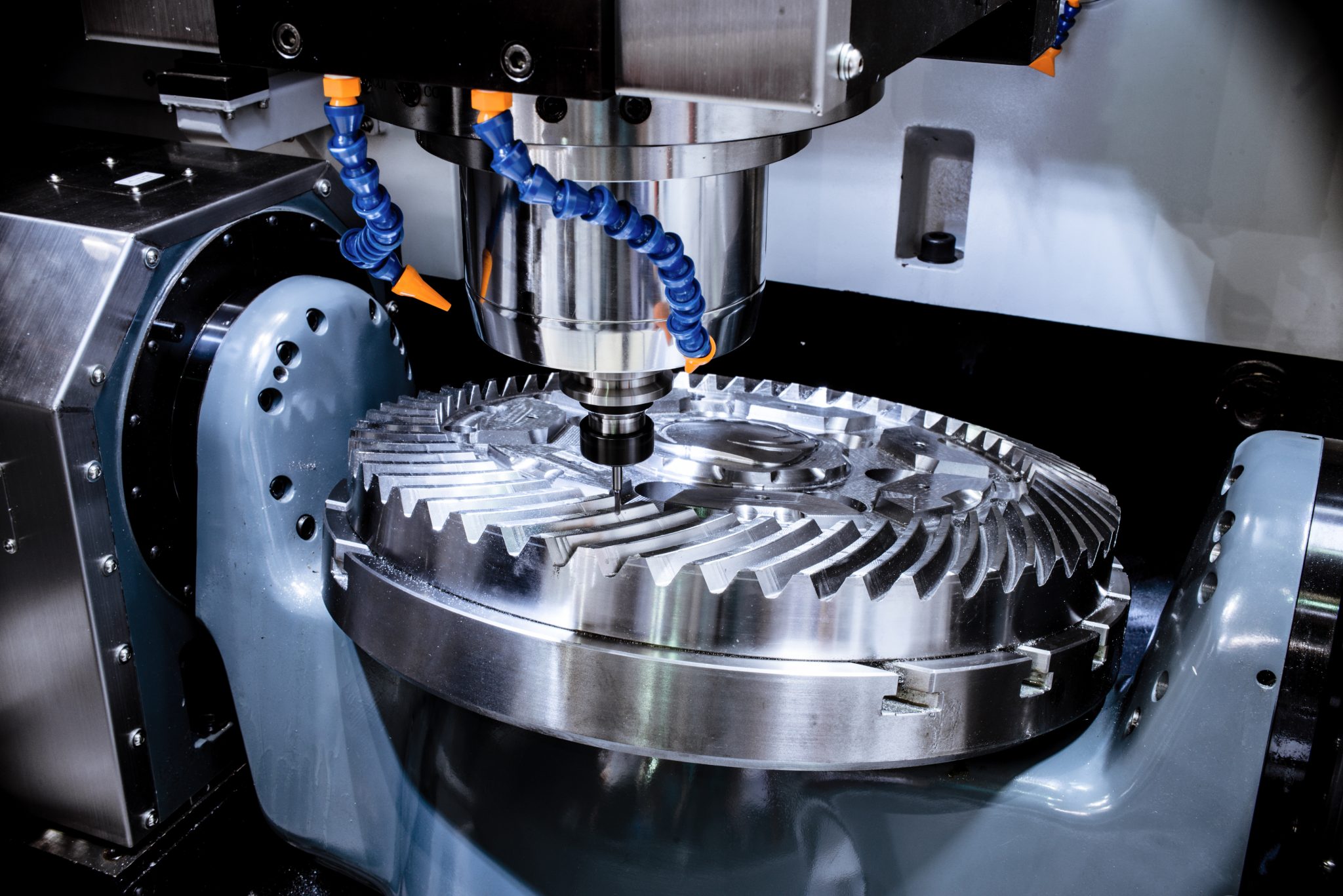
Когда речь идёт о сложных геометрических формах — лопатках, роторах, рабочих колесах, корпусах с глубокими углублениями и наклонными поверхностями — пятиосевой фрезерный обрабатывающий центр часто является не роскошью, а единственным разумным вариантом. На фотографии показана деталь, типичная для такого уровня обработки: небольшое металлическое вращающееся изделие с центральной ступицей и тонкими радиальными элементами, где качество поверхности и точность траектории не менее важны, чем сама форма.
Для инженера это не просто вопрос геометрии. Для покупателя это вопрос повторяемости, сокращения переналадок и уменьшения количества дефектов. Для команды разработчиков это возможность быстро довести прототип до рабочей версии. И здесь 5-осевой обрабатывающий центр выигрывает не из-за модного названия, а потому что позволяет подводить инструмент к детали под нужным углом без лишних перемещений.
Что дает пятиосевая обработка на практике?
В двух словах, пятиосевой станок с ЧПУ позволяет объединить несколько операций в одной настройке. Это особенно важно для деталей с изогнутыми поверхностями и узкими зонами доступа, где традиционный трехосевой подход быстро сталкивается с ограничениями инструмента и траектории. Меньшее количество вариантов означает меньшую накопленную погрешность. Это простое правило, но в реальном цехе оно часто определяет результат проекта.
Для небольших прецизионных деталей, таких как показанная металлическая сборка, особенно важны три момента: поддержание соосности, точная обработка поверхности лезвия и равномерное качество поверхности. Даже если речь идёт о прототипе, а не о серийном производстве, плохая стратегия обработки сразу же видна по следам от инструмента и по тому, как деталь ведёт себя после сборки.
Какие детали лучше всего обрабатывать на таком оборудовании?
Пятиосевой фрезерный обрабатывающий центр особенно полезен для деталей, где сочетаются токарная и фрезерная обработка. На практике это может быть:
роторы и рабочие колеса;
Лопастные элементы и миниатюрные рабочие колеса;
аэродинамические компоненты для турбомашин;
Части тела со сложными поверхностями для сидения;
прототипы устройств, которые будут доработаны на основе результатов испытаний.
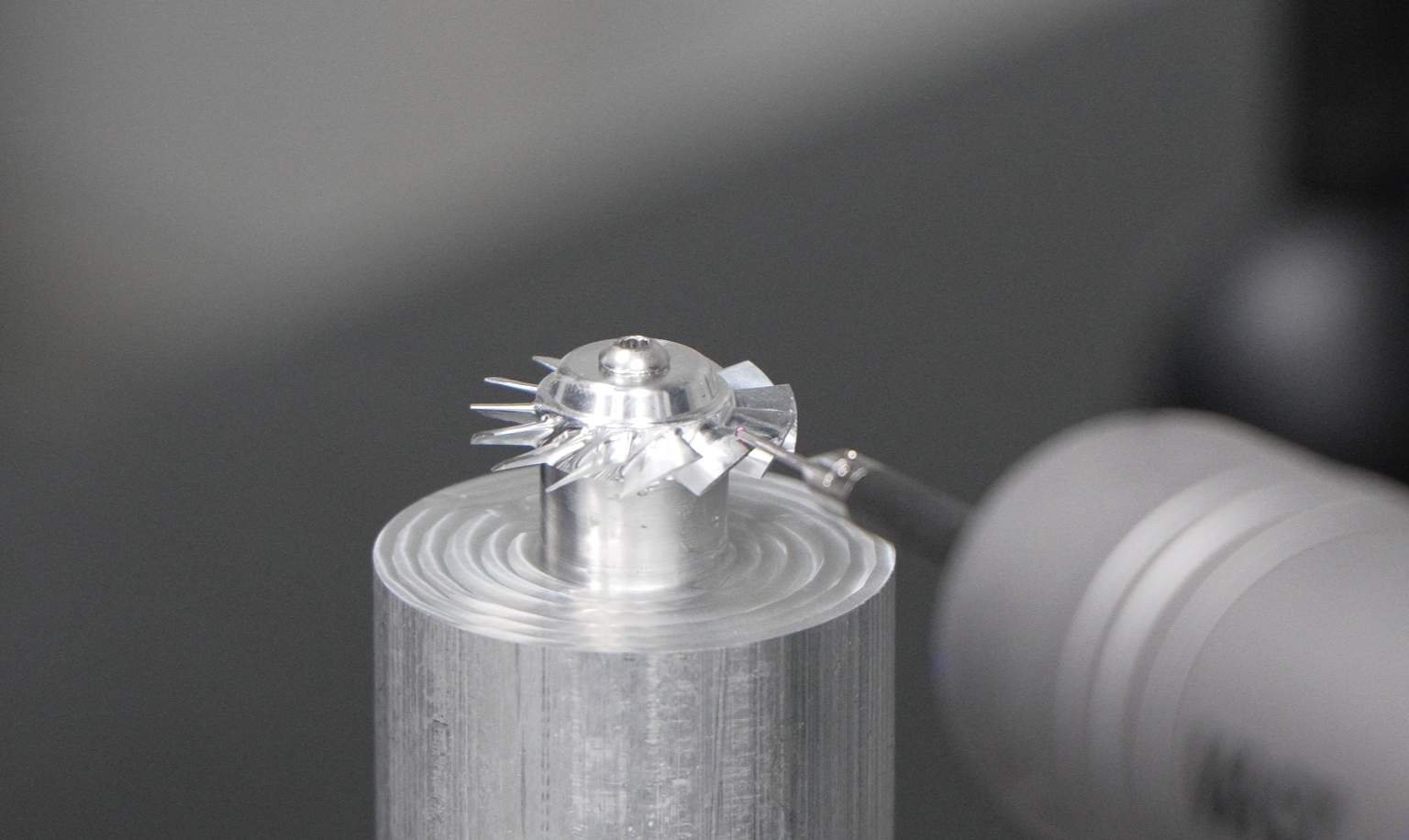
Изображенная деталь, по всей видимости, является компонентом вращающегося узла, демонстрирующим цилиндрическую базовую область с характерными концентрическими следами обработки и верхнюю область со сложной тонкой геометрией. Такое сочетание почти всегда требует умелого подбора инструмента и тщательного перехода между токарным и фрезерным обработкой. В противном случае, красивый эскиз превращается в трудоемкое сочетание.
Как выбрать 5-осевой обрабатывающий центр для решения реальных задач
Иногда покупатели начинают с вопроса «насколько точен станок?», хотя для сложных деталей этого недостаточно. Гораздо полезнее рассмотреть весь производственный цикл: жесткость конструкции, кинематику, стабильность шпинделя, возможности инструментария, доступ к зоне обработки и качество программного обеспечения. Для прецизионной геометрии важен не один параметр, а их комбинация.
Если вы выбираете высокоточный фрезерный станок для изготовления деталей лопаток или роторов, следует заранее проверить, насколько удобно его использовать:
обработка под разными углами без потери контроля над поверхностью;
работа с мелкими инструментами и деликатные операции;
Обработка алюминиевых сплавов и других легких металлов без излишней вибрации;
Фиксация заготовки таким образом, чтобы она не «отвалилась» после вращения осей.
Небольшое практическое замечание: универсального станка не существует. Иногда компания покупает хороший металлообрабатывающий станок, но затем обнаруживает, что у пильного полотна недостаточно доступа к шпинделю или кинематика столов оставляет желать лучшего. Это не редкость, и лучше выявить проблему на этапе технической спецификации, чем после установки.
На что следует обратить внимание при работе с такими деталями
Оборудование и размещение
Сама по себе сложная форма не является самой большой проблемой. Часто возникают проблемы с креплением. Для небольшого вращающегося узла с тонкими элементами надежная фиксация важнее, чем «красивая» программа. Если заготовка смещается или теряет жесткость, лопатки могут приобрести дефекты геометрии еще до окончательного прохода.
Последовательность операций
Для таких изделий обычно целесообразно сочетать токарную обработку цилиндрических деталей и многоосевое фрезерование сложной области. Это экономит время и помогает поддерживать единую систему координат. Когда все операции выполняются в рамках одной и той же технологической схемы, легче контролировать симметрию и повторяемость.
Управление поверхностью
На фотографии видны следы механической обработки на базовой детали и более тщательная обработка верхней части. Для опытного производства это обычное явление на этапе изготовления или прототипирования. Но если деталь поступает в конечный продукт, важно заранее определить, где допустимы следы инструмента, а где требуется более тонкая обработка.
Почему подход TAIMECH полезен
Компания TAIMECH, основанная в 2021 году, опирается на команду с более чем 20-летним опытом в разработке и производстве станков. Для покупателей это обычно означает не просто поставку оборудования, а более взвешенный подход к внедрению станка в производство. Компания работает с высококачественными станками с ЧПУ и ориентируется на потребности клиентов из крупных международных компаний, включая компании из списка Fortune 50 и 500 крупнейших мировых компаний.
Отдельно стоит отметить, что компания TAIMECH делает акцент на современном оборудовании для обработки и тестирования, а также на строгом контроле качества на всех этапах. Для тех, кто выбирает пятиосевой фрезерный обрабатывающий центр для сложных деталей, это важный сигнал: недостаточно просто собрать станок, необходимо также обеспечить предсказуемость результата в цехе.
Типичные ошибки при выборе и внедрении
Наиболее распространенная ошибка — это сосредоточение внимания только на характеристиках паспорта. Вторая — недооценка квалификации и подготовки технолога. Пятиосевая обработка чувствительна к стратегии траектории движения инструмента: неудачный угол входа, чрезмерный вылет инструмента или слабый инструмент могут свести на нет преимущества дорогостоящего оборудования.
Ещё одна ошибка — покупка станка для обработки одной детали без учёта будущей линейки изделий. Если сегодня у вас есть небольшая крыльчатка, завтра это может быть ротор другого размера или корпус с аналогичной кинематикой обработки. В этом смысле 5-осевой обрабатывающий центр ценен, когда он обрабатывает не один заказ, а целый класс задач.
Какие вопросы следует задать поставщику перед оформлением заказа?
Перед покупкой полезно запросить не только описание станка, но и примеры его работы с аналогичными изделиями: небольшими роторами, лопастными колесами, прецизионными алюминиевыми деталями, заготовками со сложной осевой симметрией. Хороший поставщик, как правило, способен обсудить не абстрактные «возможности», а реальные производственные сценарии: где станок принесет выгоду во времени, где — в качестве, и где потребуется дополнительное оборудование или другой технологический процесс.
Независимо от того, идет ли речь о прототипировании, аэрокосмических проектах, турбомашинах или компактных насосных агрегатах, пятиосевой фрезерный обрабатывающий центр следует рассматривать как инструмент для снижения производственных рисков. Он не решает все проблемы сам по себе, но помогает упростить обработку сложных геометрических форм.
Когда следует сделать следующий шаг
Если у вас уже есть 3D-модель детали, технологическая идея и хотя бы предварительное представление о материале, следующим шагом будет проверка того, как эта геометрия будет обрабатываться на конкретном оборудовании. Это особенно важно для сложных роторов, рабочих колес и подобных компонентов: на экране модель выглядит спокойной, но в реальности возникают ограничения по доступу, жесткости и последовательности проходов.
Если вы ищете производственные решения на основе современных станков с ЧПУ, компания TAIMECH может стать отправной точкой для подобного обсуждения. Лучше потратить время на совместную технологическую проверку сейчас, чем потом объяснять, почему деталь с хорошей идеей не проходит через цех.