Почему пятиосевая обработка встречается чаще, чем вы думаете?
Пятиосевые обрабатывающие центры предназначены не только для достижения впечатляющих технических характеристик; они разработаны для обработки деталей со все более сложной геометрией. Ось может выглядеть как «обычное» вращающееся тело, но в действительности она обычно содержит шпоночные пазы, ступени, фаски, отверстия для крепежных элементов, изогнутые поверхности и участки, требующие обработки под разными углами. Чем больше таких элементов, тем менее эффективными становятся традиционные методы высокоскоростной обработки.
Для инженеров и специалистов по закупкам этот вопрос выходит за рамки повышения эффективности производства. Речь также идет о сокращении времени наладки, обеспечении соосности, достижении повторяемости и предотвращении превращения контроля качества в отдельный, небольшой проект. Именно поэтому пятиосевые станки для обработки осей привлекательны не только для крупных обрабатывающих предприятий, но и для производителей оборудования, которые отдают приоритет стабильности и точности сборки.
Какие преимущества может предложить пятиосевое решение на практике?
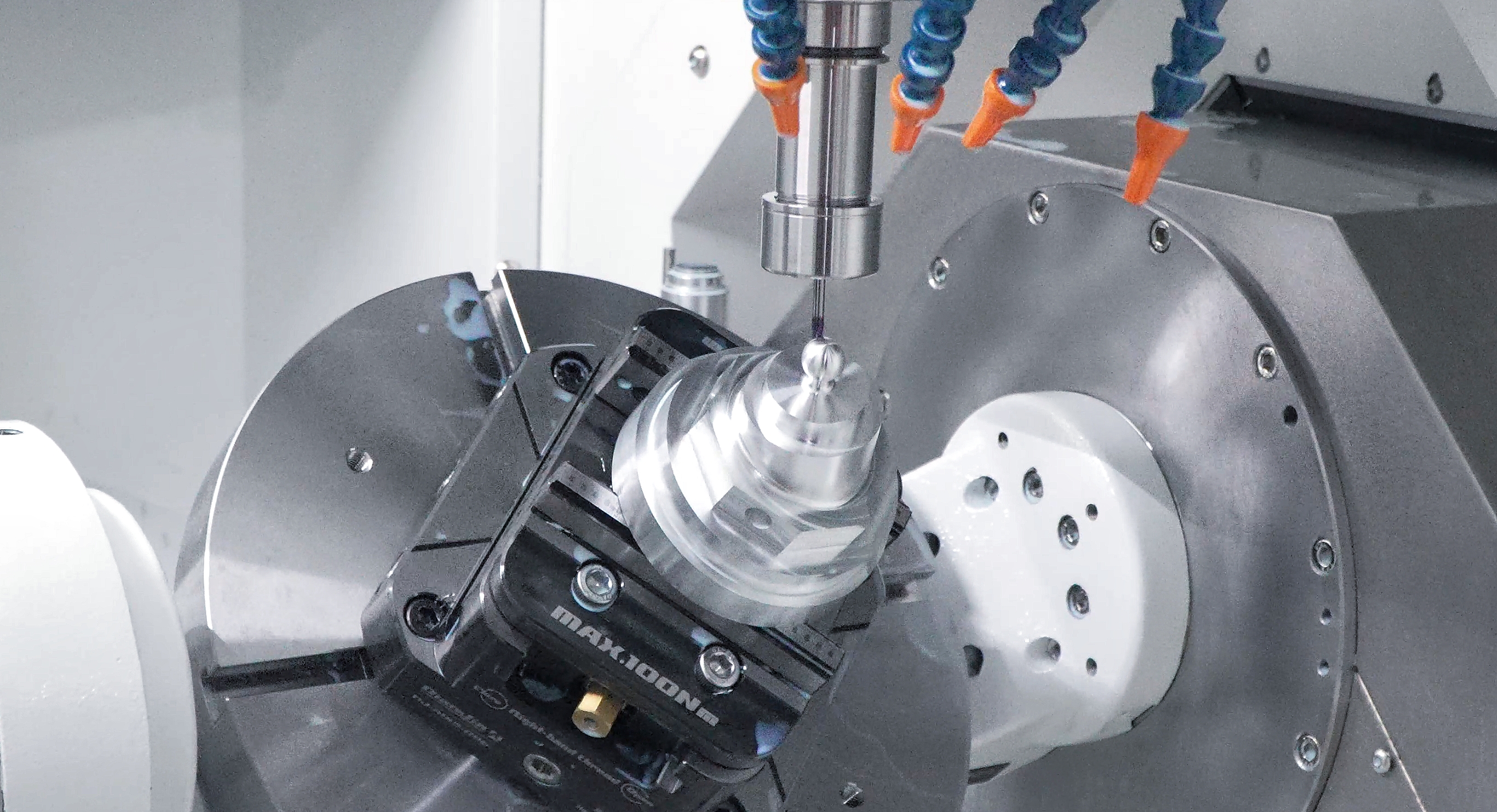
Вкратце, пятиосевая металлообработка позволяет инструментам подходить к поверхностям деталей с разных сторон без лишних простоев и перенастроек. Это особенно полезно для деталей вальцового типа, где необходимо сочетать токарную и фрезерную обработку, а иногда и для сложных операций обработки поверхностей, которые необходимо выполнить за одну установку.
Основные преимущества
Риск накопления ошибок между операциями снижается. Это особенно заметно на длинных валах, поскольку каждая новая установка увеличивает риск смещения.
Повышается возможность обработки сложных участков. Если вал имеет боковые элементы, канавки или отверстия, то фрезерный станок с пятиосевым механизмом, как правило, может выполнить обработку более надежно, чем более простой фрезерный станок.
Время, необходимое для выполнения вспомогательных операций, сократилось. Уменьшилось количество необходимых настроек, количество ручных корректировок, а также уменьшились незначительные задержки в пользовательском интерфейсе.
Однако часто упускается из виду один важный момент: пятиосевое проектирование не может заменить правильное планирование процесса. Если заготовка неправильно выровнена или схема настройки разработана некачественно, даже высокопроизводительный станок не сможет избежать дефектов.
В каких ситуациях необходимо использовать метод токарно-фрезерной обработки?
Когда деталь нельзя просто назвать «валом», особое значение приобретают фрезерные и токарные станки вальцового типа. Во многих отраслях промышленности одноосевые станки часто используются для токарной обработки монтажных поверхностей, обработки канавок и фрезерования деталей для приводов, муфт или крепежных элементов.
Этот метод применим к:
Производство приводных валов и валов трансмиссии;
Компоненты для насосов, редукторов и оборудования промышленной автоматизации;
Компоненты, требующие чрезвычайно высокой точности обработки валов;
В определённых моментах возникает необходимость объединить несколько операций в единый технологический маршрут.
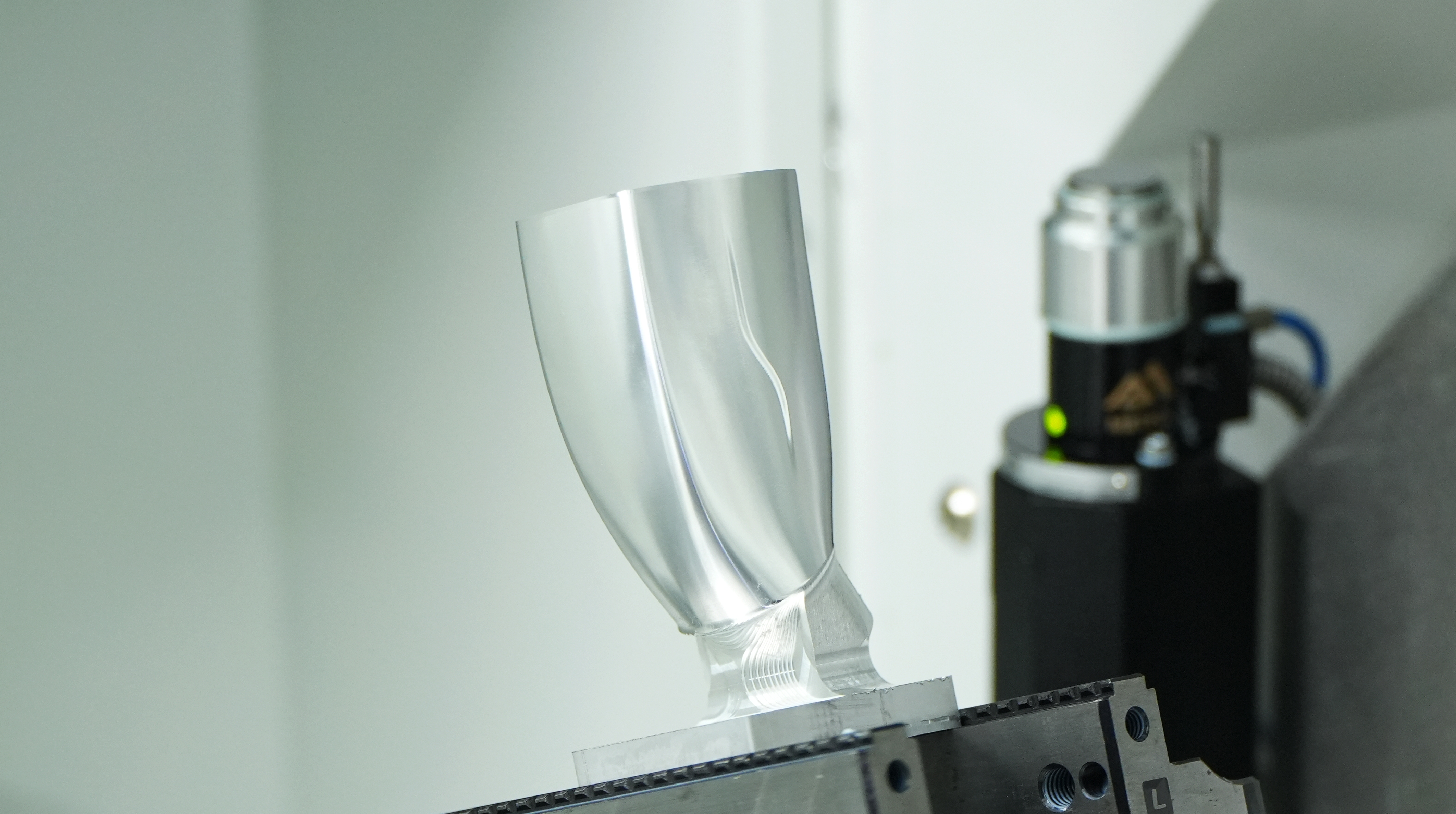
Преимущества здесь выходят за рамки простого сокращения производственных циклов. Иногда главное преимущество заключается в единообразии геометрии различных деталей. Для конечного продукта это означает более предсказуемый процесс сборки и меньшее количество непредвиденных ситуаций при тестировании.
Какие аспекты следует учитывать при выборе оборудования?
Покупатели часто спрашивают: «Какой станок сможет обработать мои детали?» Более точный вопрос: Какая конфигурация позволит минимизировать риск доработки в процессе фактической обработки?
1. Компоновка компонентов и техническое обслуживание
При обработке валов легкость подачи инструмента так же важна, как и сам вал и мощность. Крайне важно проверить, можно ли избежать подозрительных выступов и ненужных приспособлений во время обработки детали. Иногда слабым местом является не сам станок, а приспособления.
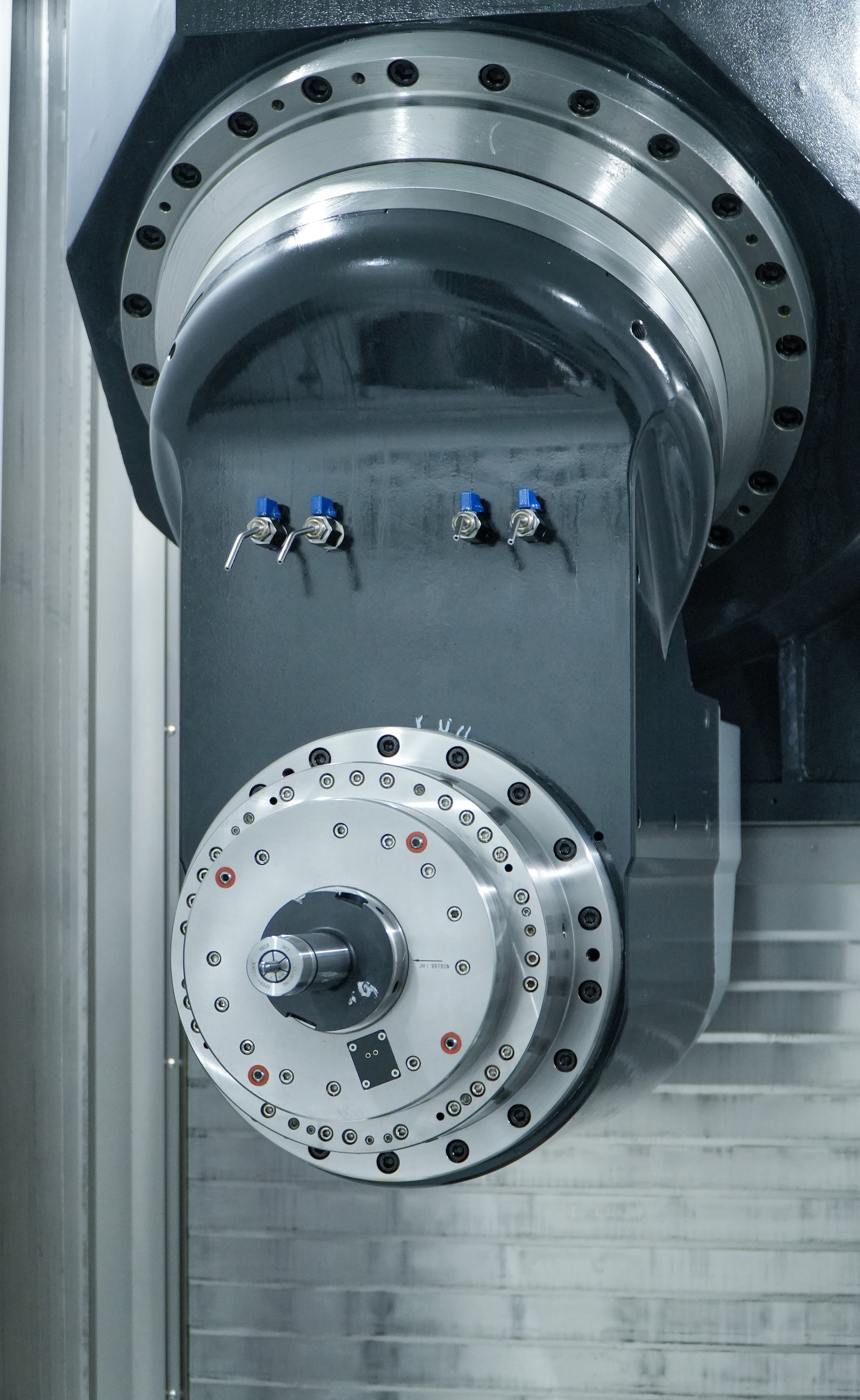
2. Жесткость и стабильность позиционирования
При обработке длинных заготовок вибрация и деформация могут быть более выраженными, чем ожидалось. Это требует наличия качественного станочного основания, надежных приспособлений и прочной системы поддержки.
3. Контроль и регулировка
Представленные материалы указывают на то, что для точной сборки и подгонки приспособлений обычно используются линейные направляющие, измерительные приборы и индикаторные контрольные устройства. Это не случайно: в высокоточной обработке валов качество направляющих, узлов и выравнивания станка так же важно, как и влияние программы ЧПУ на конечный результат.
4. Интеграция результатов измерений
Если в вашем цехе обычно проверяют соосность непосредственно на месте, то стоит рассмотреть удобство объединения производства и контроля качества. Для сложных деталей это может сэкономить не только минуты, но и часы, затрачиваемые на поиск причины отклонений.
Распространенные ошибки при запуске обработки
Распространенная ошибка — попытка «заменить» пятиосевую обработку более дорогими станками без пересмотра лежащей в её основе технологии. Сама деталь при этом не меняется, а это значит, что необходимо пересмотреть позиционирование, инструменты, траектории движения инструмента, последовательность обработки и критически важный контроль размеров.
Ещё одна ошибка — недооценка важности режущих инструментов. Даже высокопроизводительный пятиосевой обрабатывающий центр не сможет обеспечить идеальные результаты обработки, если опора зажима нестабильна, а точки крепления расположены неправильно.
Наконец, избегайте добавления ненужных переходов в процесс. Иногда попытка «справиться со всем сразу» может на самом деле чрезмерно усложнить процесс и увеличить риск ошибок. Практика — залог успеха.
Как избежать поспешных решений
Покупателям полезно сначала задать себе три вопроса: Какие процессы необходимо комбинировать? Какие формы и допуски на выравнивание являются критически важными? И сколько регулировок можно сократить без ущерба для качества? После этого становится проще определить, необходим ли специализированный станок для токарной и фрезерной обработки валов, или достаточно других конфигураций.
При выборе оборудования для серийного производства следует заранее обсудить не только саму машину, но и требования к настройке, проверке, оснастке и обучению операторов. В мелкосерийном производстве эти аспекты зачастую оказываются важнее, чем кажется на первый взгляд.
Компания TAIMECH, основанная в 2021 году командой с более чем 20-летним опытом в области исследований, разработок и производства станков, использует высококачественные станки с ЧПУ и внедряет строгую систему управления качеством на каждом этапе производства. Это крайне важно для компаний, которым нужен не просто станок, а воспроизводимое решение.
Какие вопросы следует уточнить у поставщика перед размещением заказа?
Чтобы понять, как оборудование решает вашу конкретную задачу, важно учитывать не только его общую функциональность. Для оборудования валового типа решающее значение имеют детали: методы установки, работа с инструментом, контроль выравнивания, обработка длинных заготовок, измерительные системы и простота переналадки. Кроме того, перед поставкой лучше всего уточнить процедуры тестирования и проверки компонентов.
Если задача включает высокоточную обработку валов, не стоит ограничиваться общим описанием станка. Лучше всего обсудить весь производственный процесс — от заготовки до окончательной проверки. Зачастую это является ключом к экономии затрат, а иногда и источником риска.
Куда отправиться дальше?
При выборе оборудования для изготовления новой детали или оптимизации существующего производственного процесса первым шагом является анализ того, какие процессы можно комбинировать. Это поможет определить, нужен ли вам пятиосевой обрабатывающий центр, фрезерно-токарный станок или более специализированное решение.
Если проект включает в себя сложную оснастку, длинные валы или жесткие требования к соосности, то помимо запроса каталогов продукции следует обратиться за техническими консультациями по конкретным деталям. В таких проектах ключ к успеху часто заключается не в названии марки станка, а в точной инженерной интеграции всех компонентов по всей цепочке.