Почему пятиосевые обрабатывающие центры для турбин теперь решают не только геометрические задачи?
Сложные роторы, рабочие колеса и лопатки турбин уже не являются «обычными металлическими деталями». Поскольку их форма напрямую влияет на эффективность, вибрацию, срок службы и стабильность всей машины, необходим пятиосевой обрабатывающий центр для турбин . Для инженеров это вопрос повторяемости; для специалистов по закупкам — это вопрос получения детали, которая не требует ручной доработки или исправления дефектов из-за биения, плохого качества поверхности или ошибок обработки в сложных областях.
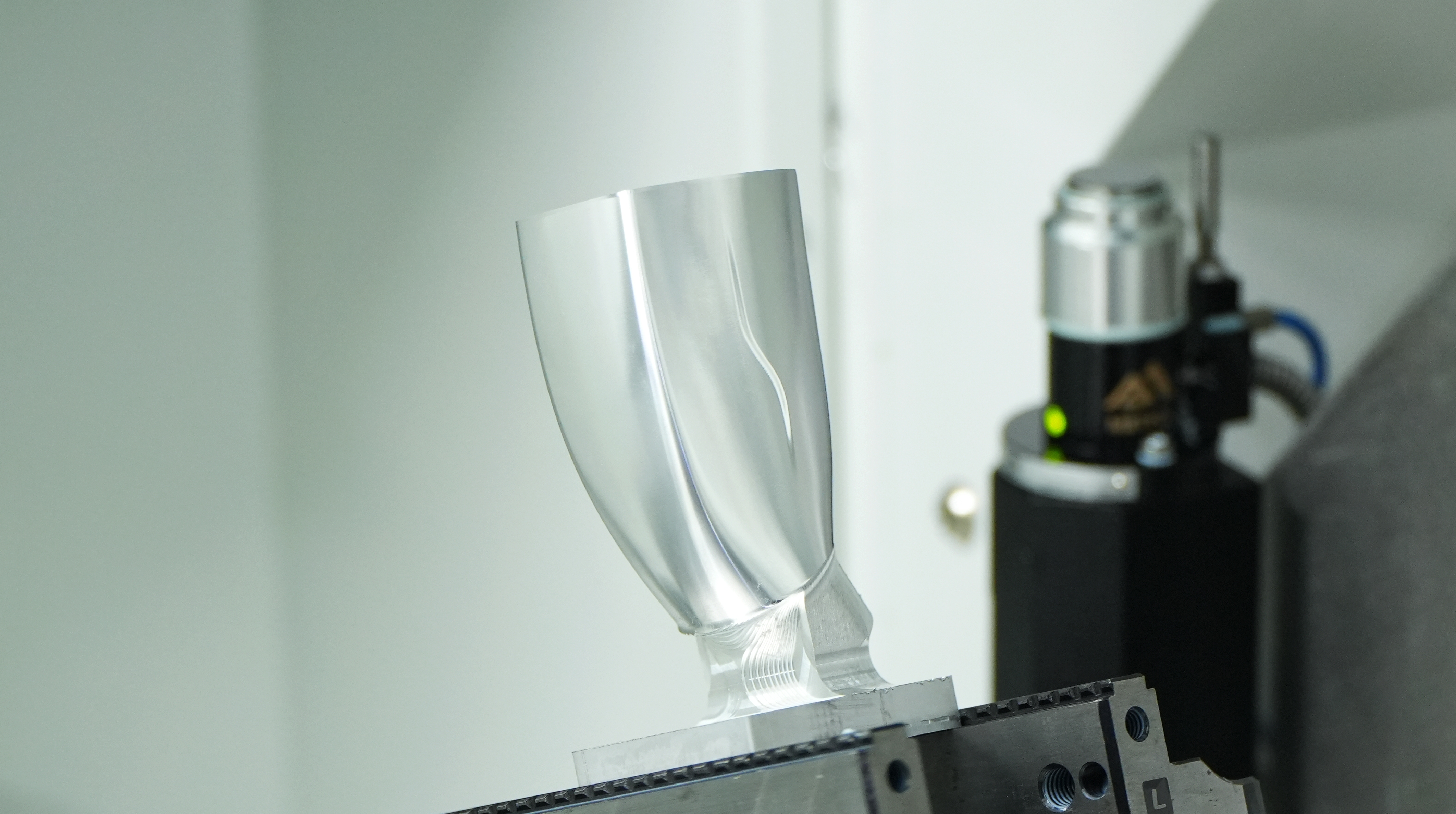
При проектировании турбин и аналогичных компонентов всегда приходится идти на компромисс между аэродинамикой, жесткостью заготовки и технологичностью. На фотографиях этих деталей обычно отчетливо видны следы высокоточной обработки: центровка, отверстия во фланцах, сложная геометрия изогнутых лопаток и полированные металлические поверхности. Именно такие детали побудили к рассмотрению решений для пятиосевой обработки, а не традиционной трехосевой обработки.

В чём преимущества пятиосевых обрабатывающих турбин по сравнению с традиционными методами?
Вкратце, пятиосевая обработка турбин упрощает обработку сложных поверхностей, устраняя необходимость частого перепозиционирования деталей. Это особенно важно для лопаток, рабочих колес, роторов и других вращающихся тел со сложным профилем. Когда инструмент может приближаться к зоне резания под правильным углом, количество этапов обработки сокращается, снижается риск накопления ошибок и упрощается поддержание стабильного качества поверхности.
Реальные преимущества выходят за рамки скорости. Для многолопастных компонентов крайне важны равномерное удаление материала и предсказуемые траектории обработки. Неправильные стратегии обработки могут привести к локальному перегреву, следам от инструмента или неравномерной толщине стенок. В турбомашинах это немаловажно: любая неоднородность проявится во время балансировки и при работе компонента под нагрузкой.
Какие компоненты чаще всего используются в машинах этого типа?
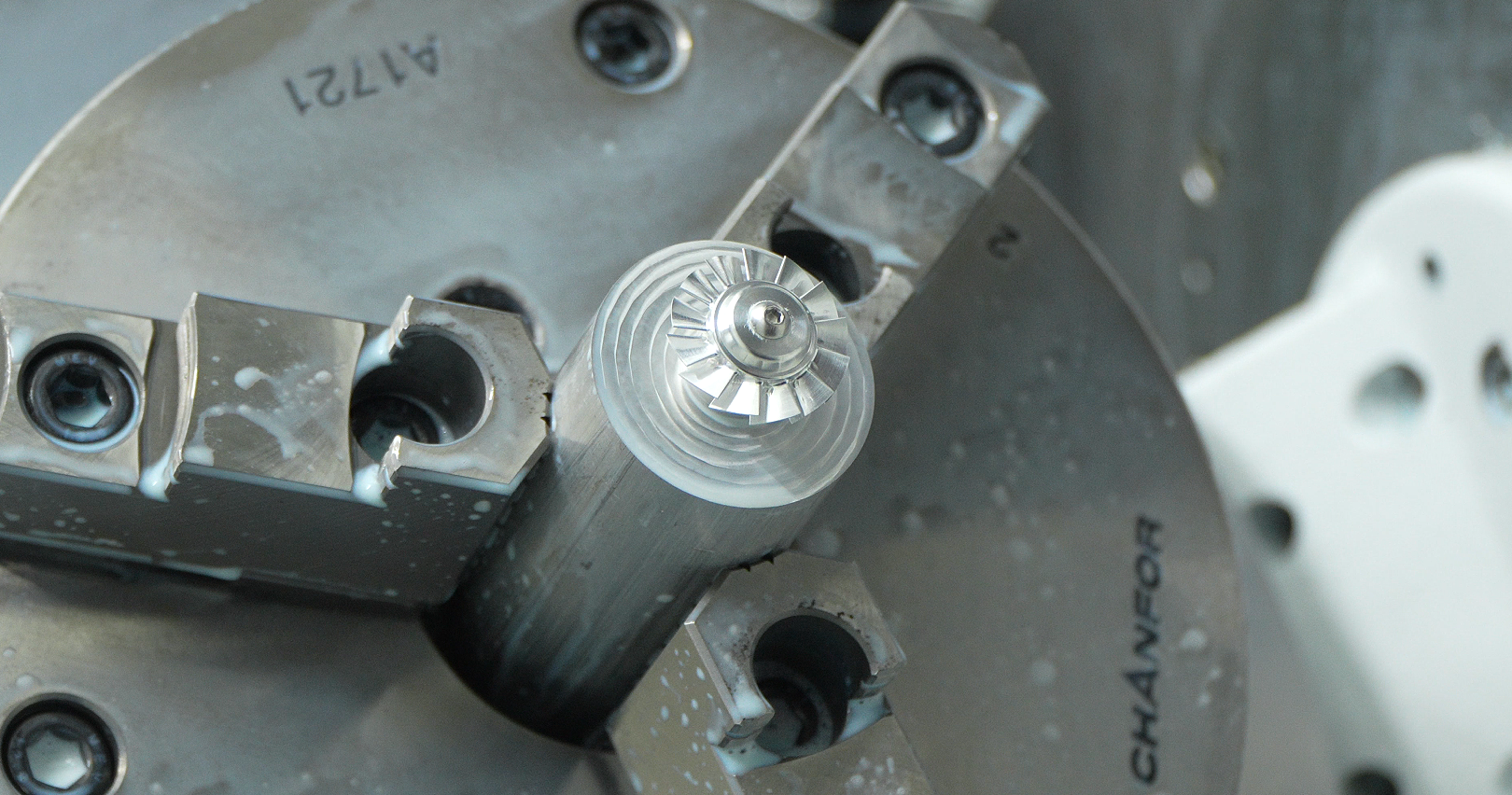
Эти компоненты обычно включают в себя рабочие колеса, турбинные рабочие колеса, лопаточные элементы, корпуса со сложными канавками и различные компоненты ротора, используемые в насосах, компрессорах, вакуумном оборудовании и циркуляционных системах. Их конструкции могут напоминать турбинные узлы, даже если они фактически работают в разных машинах. С технической точки зрения, это остается сложным процессом обработки изогнутых металлических поверхностей со строгими требованиями к соосности и балансировке.
Какие факторы необходимо учитывать при выборе станков с ЧПУ для обработки турбин?
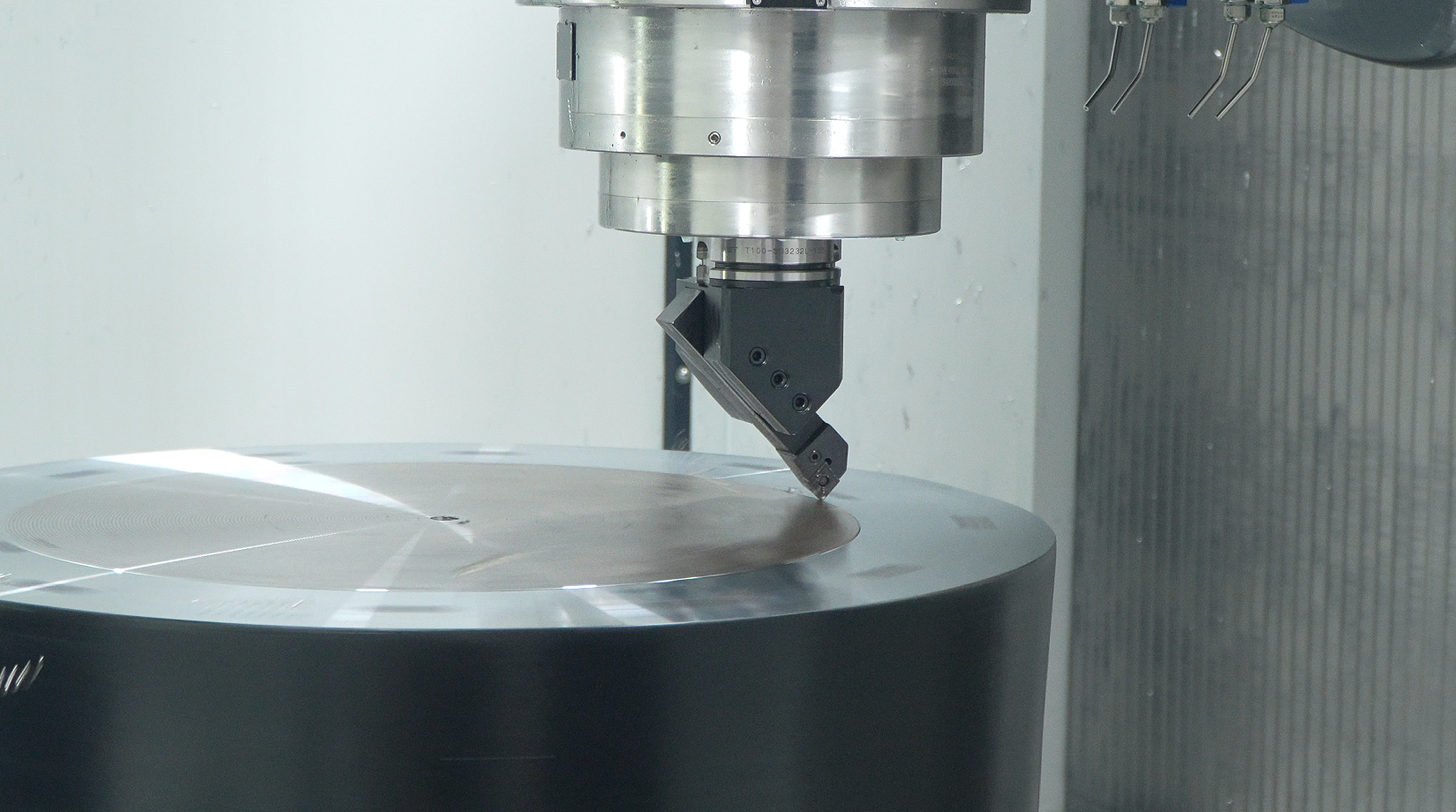
Как правило, покупатели отдают приоритет размеру рабочей зоны, но это лишь половина дела. Для станков с ЧПУ, используемых в обработке турбин, гораздо важнее кинематические характеристики, жесткость, легкость обработки заготовки и способность поддерживать стабильные траектории движения инструмента в течение длительных процессов чистовой обработки. Если деталь имеет сложную структуру с глубокими полостями или выступающими кромками, даже привлекательные характеристики могут быстро стать ограничивающими факторами без хорошо продуманной схемы траектории движения инструмента.
Еще одним ключевым аспектом является совместимость с инструментами и системами контроля качества. Для таких деталей важна сама пятиосевая кинематика, но не менее важна возможность интеграции постобработки, контроля выравнивания и минимизации человеческих ошибок. Например, компания TAIMECH использует высококачественные станки с ЧПУ и строгую систему управления качеством на каждом этапе; это представляется разумным подходом к производству сложных турбомашин, особенно когда требуется серийное производство, а не разовая проверка характеристик.
Пятиосевой фрезерный станок с ЧПУ для турбин: когда это действительно необходимо
Не все проекты турбин требуют пятиосевого фрезерного станка с ЧПУ. Если конструкция детали проста, а поверхность легко обрабатывается, то чрезмерные затраты на кинематическую функциональность бессмысленны. Однако при решении таких задач, как изготовление глубоких лопаток, сложные переходы, необходимость сокращения количества операций зажима и поддержание чистоты поверхности без ручной обработки, преимущества пятиосевого фрезерного станка быстро становятся очевидными. Это особенно актуально для деталей, где важны не только размеры, но и форма канала потока.
Заготовка требует особого внимания. Как правило, такие детали изготавливаются из металлов с хорошей обрабатываемостью и стабильностью размеров, но конкретный состав сплава, процесс термообработки и требования к качеству поверхности зависят от конкретного применения. Не следует предполагать, что «любой металл можно обрабатывать одинаково»: в реальном производстве условия резания и стратегии обработки часто определяются самим материалом.
Пятиосевая обработка лопаток турбин : распространенные места возникновения ошибок.
Наиболее распространенная ошибка — недооценка траектории движения инструмента. На чертеже детали могут выглядеть простыми, но на практике при обработке угол наклона режущего инструмента может быть недостаточным, он может находиться слишком близко к соседним деталям или требовать слишком много проходов. Вторая проблема — отсутствие правильной стратегии чистовой обработки. Слишком агрессивный подход к обработке оставляет следы инструмента на поверхности; слишком осторожный — и процесс становится бессмысленным.
Третья, и более сложная, проблема — это балансировка после обработки. Для роторов и колес балансировка после обработки — не самый разумный выбор. Даже при прецизионной обработке распределение массы может быть неидеальным, и это особенно проблематично для высокоскоростных вращающихся компонентов. Поэтому лучше всего проводить динамическую балансировку во время производства, а не после доставки деталей для сборки.
Какие вопросы было бы полезно задать поставщикам оборудования или технологическим партнерам?
Если вы ищете решения для серийной или опытной обработки компонентов турбин, не ограничивайтесь расплывчатыми заявлениями вроде «высокая точность». Запросите четкую технологическую схему: какие материалы используются, как они обрабатываются, где выполняется этап финишной обработки, можно ли сократить количество переналадок, как проводится контроль поверхности и как организовано тестирование оборудования? Для сложных деталей эти детали гораздо важнее преувеличенных заявлений.
Сила компании TAIMECH заключается в обширном опыте ее команды, современном оборудовании для обработки и тестирования, а также в ориентации на комплексные производственные решения. Для клиентов это означает, что обсуждения сосредоточены не только на самом оборудовании, но и на том, как оно интегрируется в реальные производственные процессы: от программирования до контроля качества. Честно говоря, это зачастую гораздо разумнее, чем любые впечатляющие технические характеристики из каталога продукции.
Краткое руководство по выбору компонентов и оборудования для турбин.
Если задача включает изготовление сложных лопастных и роторных узлов, следует учитывать пятиосевую кинематику, стабильность работы станка, повторяемость, доступность оснастки и возможности контроля качества. Если форма детали напоминает рабочее колесо или турбинное колесо, а качество поверхности и балансировка так же важны, как и размеры, то пятиосевой обрабатывающий центр для турбин перестает быть просто вариантом, а становится практичным инструментом, позволяющим сэкономить время и снизить риски в процессе производства.
Следующий разумный шаг — сравнение чертежей или образцов деталей с характеристиками оборудования и траекторией обработки. Для решения подобных задач лучше не начинать с абстрактного выбора «модели станка», а провести конкретные консультации по технологическому процессу: материалы, геометрия, подача инструмента, количество переналадок и контроль качества после обработки. Именно здесь зачастую кроется истинная экономическая выгода проекта.