Почему пятиосевые обрабатывающие центры для турбин стали предпочтительным инструментом для обработки сложного энергетического и насосного оборудования?
Для турбинных и компрессорных рабочих колес, а также других вращающихся компонентов с изогнутой геометрией пятиосевые обрабатывающие центры для турбин часто являются не «высокотехнологичным оборудованием», а настоящей необходимостью. Традиционная трехосевая обработка быстро сталкивается с узкими местами в таких областях, как подача инструмента, ориентация поверхности и качество переходов между лопатками. Для этих компонентов каждая деталь имеет решающее значение: дополнительный этап обработки контура или неровные переходы кромок могут повлиять на гидродинамические характеристики, балансировку и последующую сборку.

Для инженеров и специалистов по закупкам задача часто одна и та же: как добиться стабильной геометрии, чистых поверхностей и повторяемости в массовом производстве без необходимости обширной ручной обработки. Поэтому станки с ЧПУ, используемые для обработки турбин, — это не просто машины, а неотъемлемая часть общей производственной стратегии. Они помогают снизить зависимость от сложных режущих инструментов, оптимизировать процессы смены инструмента и улучшить контроль обработки трудоемких контуров.
Какие детали подходят для пятиосевой обработки?
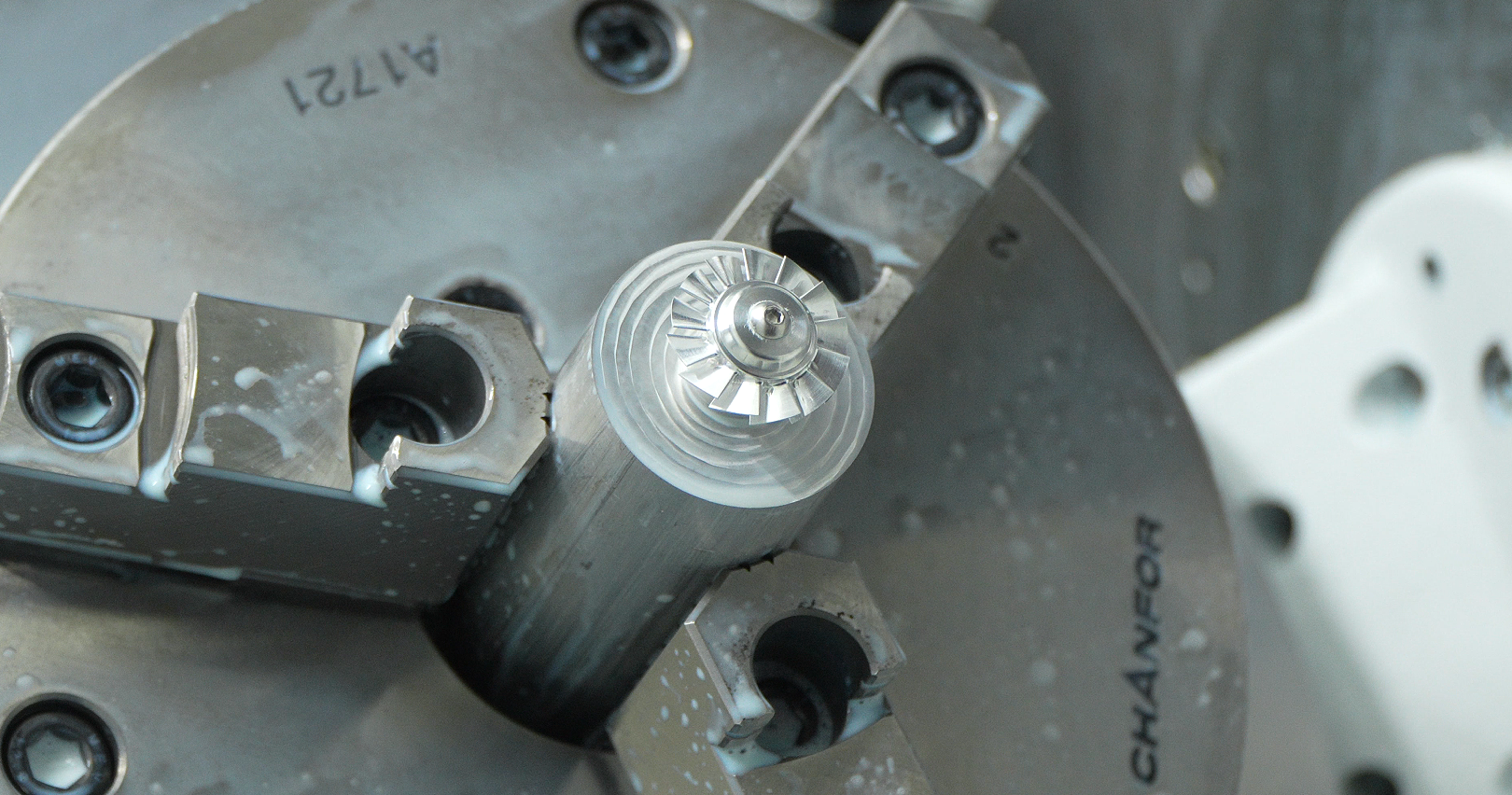
Анализ типичных изделий этого типа позволяет понять, почему пятиосевые обрабатываемые турбины так распространены. К таким изделиям относятся не только комплектные турбинные рабочие колеса, но и рабочие колеса центробежных насосов, роторы компрессоров, рабочие колеса вентиляторов, компоненты вакуумных систем и другие детали, требующие плавного и предсказуемого управления потоком.
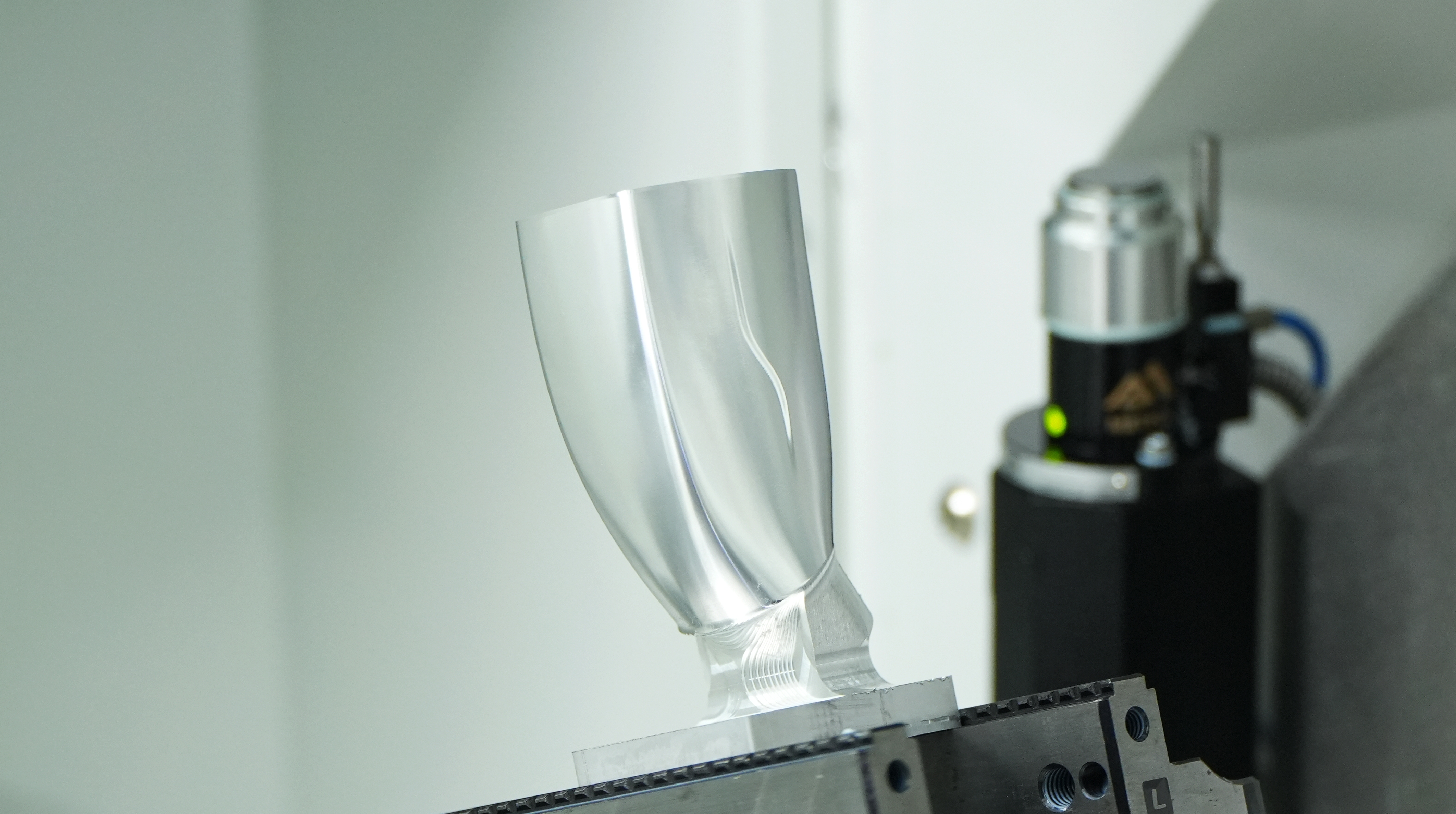
В практических приложениях это обычно включает металлическую деталь, состоящую из центральной ступицы, монтажного фланга, монтажного отверстия и ряда изогнутых лопаток. Такая геометрия, особенно когда она напоминает геометрию серийно выпускаемых изделий, таких как роторы или рабочие колеса, требует одновременной обработки нескольких поверхностей под разными углами. Именно здесь заключается преимущество пятиосевых фрезерных станков с ЧПУ в обработке турбин: инструмент может более естественно перемещаться по обрабатываемой поверхности, не разбивая процесс обработки на множество громоздких этапов зажима.
В чём преимущества пятиосевого проектирования по сравнению с традиционным проектированием?
Пятиосевой обрабатывающий центр для турбин — это не просто модный аксессуар в каталоге продукции. Его ценность заключается в способности одновременно выполнять множество производственных задач.
Сократите количество переустановок.
Чем реже заготовка разбирается и переставляется, тем ниже риск смещения, накопления ошибок и механического повреждения ранее обработанных участков. Это особенно важно для компонентов роторов и лопаток: даже незначительные смещения могут осложнить последующие операции балансировки.
Более легкий доступ к лезвию
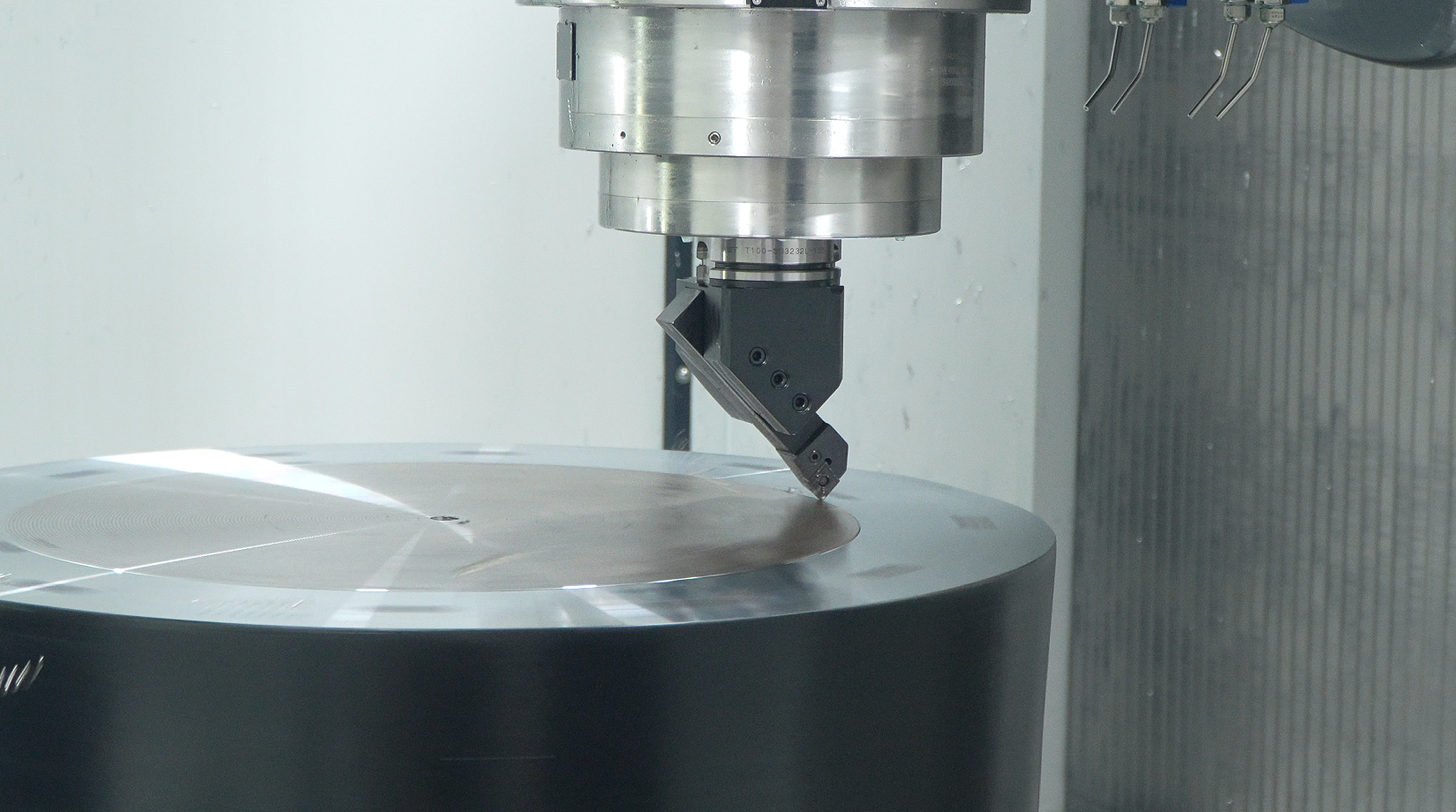
Пятиосевая обработка лопаток турбины позволяет инструменту перемещаться по сложным траекториям, избегая помех со стенками канала и снижая риск появления нежелательных следов от инструмента. Это особенно важно для вогнутых и выпуклых профилей, где традиционные многоступенчатые методы обработки часто приводят к большей шероховатости поверхности.
Более стабильное качество поверхности
Для вращающихся деталей требуется не только точное позиционирование, но и плавный переход. Явные царапины, заусенцы и следы обработки должны быть устранены индивидуально на последующих этапах обработки. Пятиосевая обработка позволяет добиться желаемой чистоты поверхности непосредственно на станке, но если к детали предъявляются чрезвычайно высокие требования к динамическим характеристикам, окончательная чистовая обработка и контроль качества по-прежнему необходимы.
Какие аспекты следует учитывать при выборе оборудования?
При выборе пятиосевого турбинного станка многие в первую очередь обращают внимание на размер стола и максимальный ход осей. Хотя эти факторы важны, их далеко не достаточно для реального производства. Более практичный подход заключается в проведении всесторонней оценки станка: жесткости конструкции, точности позиционирования, функциональности системы ЧПУ, возможностей программирования сложных траекторий и простоты установки.
Если вы планируете серийно обрабатывать роторы или рабочие колеса, крайне важно понимать повторяемость работы вашего станка в разных партиях. Для таких деталей важны не только кинематические свойства, но и стабильность зажима, особенно при обработке тяжелых металлических заготовок со сложным распределением металла. Например, глядя на металлообрабатывающий инструмент с изогнутыми лезвиями, легко недооценить сложный производственный процесс, скрывающийся за его кажущейся хрупкостью.
Распространенные ошибки на начальном этапе 5-осевой обработки.
Наиболее распространенная ошибка — это ожидание, что новый станок автоматически решит все проблемы процесса. В действительности, пятиосевая обработка требует правильной настройки программного обеспечения CAM, разумной стратегии траектории движения инструмента и тщательной проверки инструмента. Неправильно рассчитанные точки зажима могут привести к вибрациям или участкам, которые невозможно обработать. Если траектория движения инструмента не включает проверку на столкновения, дорогостоящие заготовки и инструменты могут быть повреждены уже при первой попытке обработки.
Еще одна распространенная ошибка — недооценка подготовительных работ, необходимых перед динамической балансировкой. Для роторов турбин и насосов динамическая балансировка — это не второстепенный процесс, а критически важный этап контроля качества. Иногда деталь может выглядеть безупречной на поверхности, но дисбаланс можно обнаружить на балансировочном столе, и этот дисбаланс уже нельзя просто считать «незначительной проблемой». Поэтому станки с ЧПУ, используемые для обработки турбин, следует рассматривать как часть технологического процесса, а не как изолированное оборудование.
Ожидания от современных производителей станков
Для такой команды, как TAIMECH, обладающей более чем 20-летним опытом разработки высококачественных станков с ЧПУ, важны не только сами станки, но и методы их инженерной реализации. Это особенно важно в области обработки турбин и роторных механизмов: клиентам часто нужны не расплывчатые обещания, а четкие и конкретные конфигурации оборудования, адаптированные к конкретным деталям, материалам и производственным циклам.
Если в ассортименте продукции поставщика присутствует современное технологическое и испытательное оборудование, это, как правило, свидетельствует о более зрелой системе управления качеством. Это хороший знак для инженеров, но это не означает, что внутреннюю проверку требований можно игнорировать. На самом деле, сравнение геометрии деталей, планируемых объемов производства и фактических технологических схем всегда полезно.
Краткое руководство для покупателей и технических специалистов.
Если вам необходимо выполнить пятиосевую обработку компонентов турбины, сначала рассмотрите три вопроса: Какие конкретные геометрические формы необходимо надежно обрабатывать? Насколько важны качество поверхности и балансировка? Сколько наладок требуется обрабатывающему центру в настоящее время? Ответы на эти вопросы помогут вам быстро определить, нужен ли вам универсальный станок, станок для точной настройки или комплектный обрабатывающий узел для компонентов лопаток и роторов.
Вот ещё один практический совет: перед покупкой, помимо изучения технических характеристик станка, лучше всего проверить его работу на реальных образцах — например, на рабочих колесах или роторах с изогнутыми лопастями, фланцами и центральными ступицами. Эти детали лучше демонстрируют, способен ли станок выполнять сложную пятиосевую обработку, а не просто использоваться для демонстраций на выставках.
Что нам следует предпринять дальше?
Если ваша задача связана с турбинными рабочими колесами, роторами компрессоров или другими сложными вращающимися компонентами, то крайне важно обсудить не только абстрактную категорию оборудования, но и конкретный производственный процесс, такой как материалы, методы установки, типы лопаток, требования к качеству поверхности и последующие проверки. Такие обсуждения часто позволяют сэкономить время на начальном этапе и избежать дорогостоящих ошибок.
Далее лучше всего подготовить комплект чертежей, 3D-модель и список ключевых параметров компонентов. Таким образом, выбор между традиционными методами обработки и пятиосевым турбинным обрабатывающим центром будет основываться не на интуиции, а на чисто техническом решении.