Почему при изготовлении деталей турбин почти всегда выбирают пятиосевую обработку?
Необходимость в пятиосевом обрабатывающем центре для турбин, предназначенном для деталей с изогнутыми лопатками, ступицами, монтажными поверхностями и валами, не случайна. Такая геометрия практически не имеет прямых линий и мало поверхностей, пригодных для зажима. Все поверхности должны плавно соприкасаться, а режущий инструмент должен приближаться под правильным углом, чтобы избежать шероховатостей или ненужных ступенек. Для производителей это не просто теория; это прямое решение, касающееся повторяемости, балансировки и последующей сборки.
В действительности, турбинные узлы, рабочие колеса, роторные колеса и аналогичные компоненты ротора часто требуют не только фрезерования; как правило, для них необходимы точные многоосевые методы обработки. Поэтому обрабатывающие центры с ЧПУ для турбин считаются незаменимыми инструментами для выполнения таких задач, особенно при работе со сложными, обтекаемыми лопатками и крепежными элементами, поскольку ручная обработка быстро становится дорогостоящей и ненадежной.
Что мы можем почерпнуть из самих компонентов? Почему это важно?
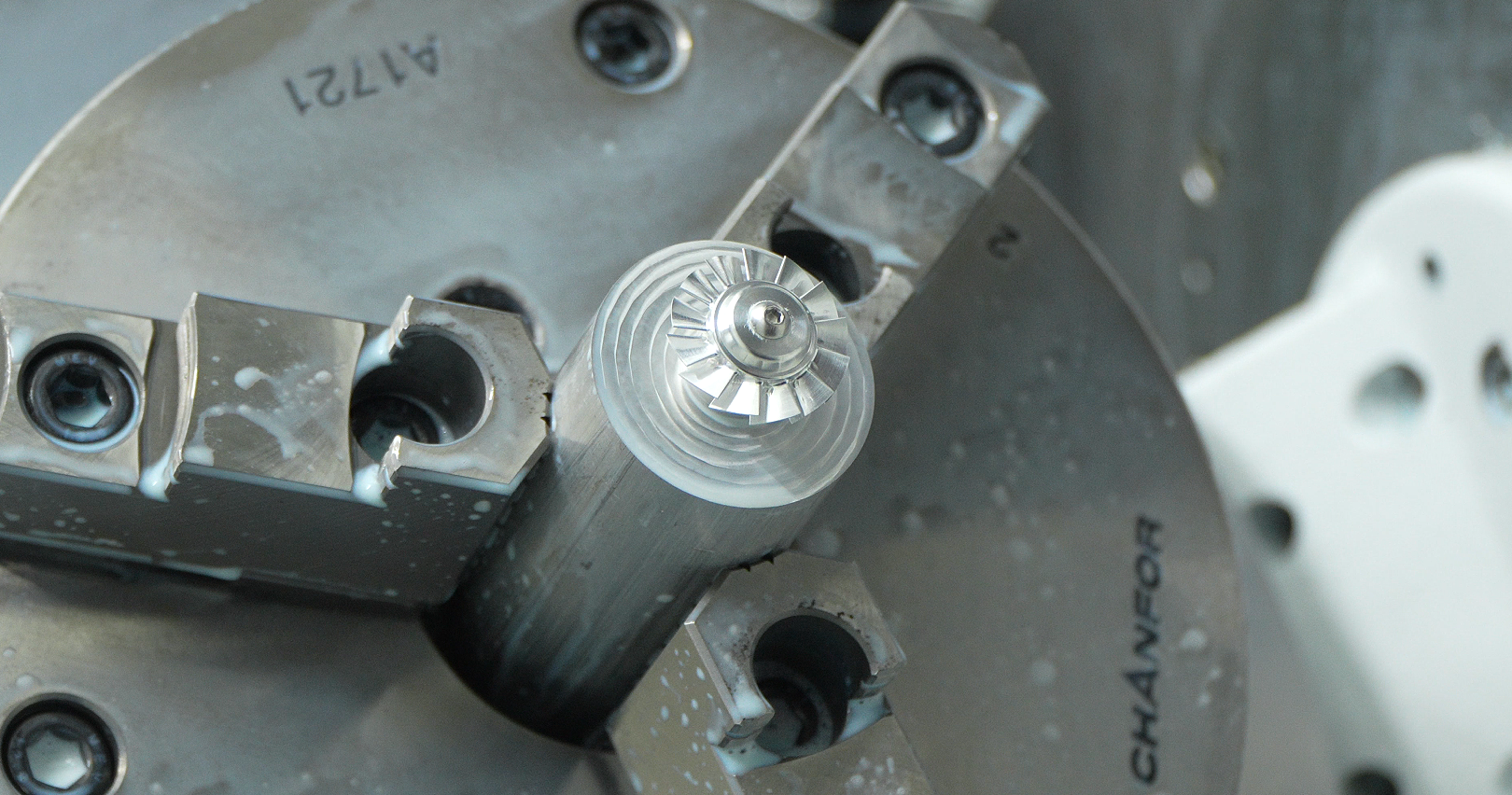
Рассматривая типичные компоненты таких изделий — металлические роторы или рабочие колеса с центральной ступицей, изогнутые лопасти, отверстия во фланцах и ступенчатые валы — мы сразу видим, что важны не только размеры, но и форма переходных участков. Даже если поверхность выглядит хорошо, может потребоваться дополнительная проверка соосности, биения и балансировки. Для покупателей это сигнал о необходимости оценивать не только правильность конструкции, но и стабильность качества на протяжении всего производственного процесса.
Такая геометрия широко используется в насосах, воздуходувках, компрессорных установках, а также в системах смешивания и циркуляции. Хотя это и не турбина в строгом смысле слова, основные технические принципы схожи: сложные изогнутые поверхности, чрезвычайно высокие требования к соосности и чувствительность к качеству обработки.
В этом и заключается преимущество пятиосевой обработки.
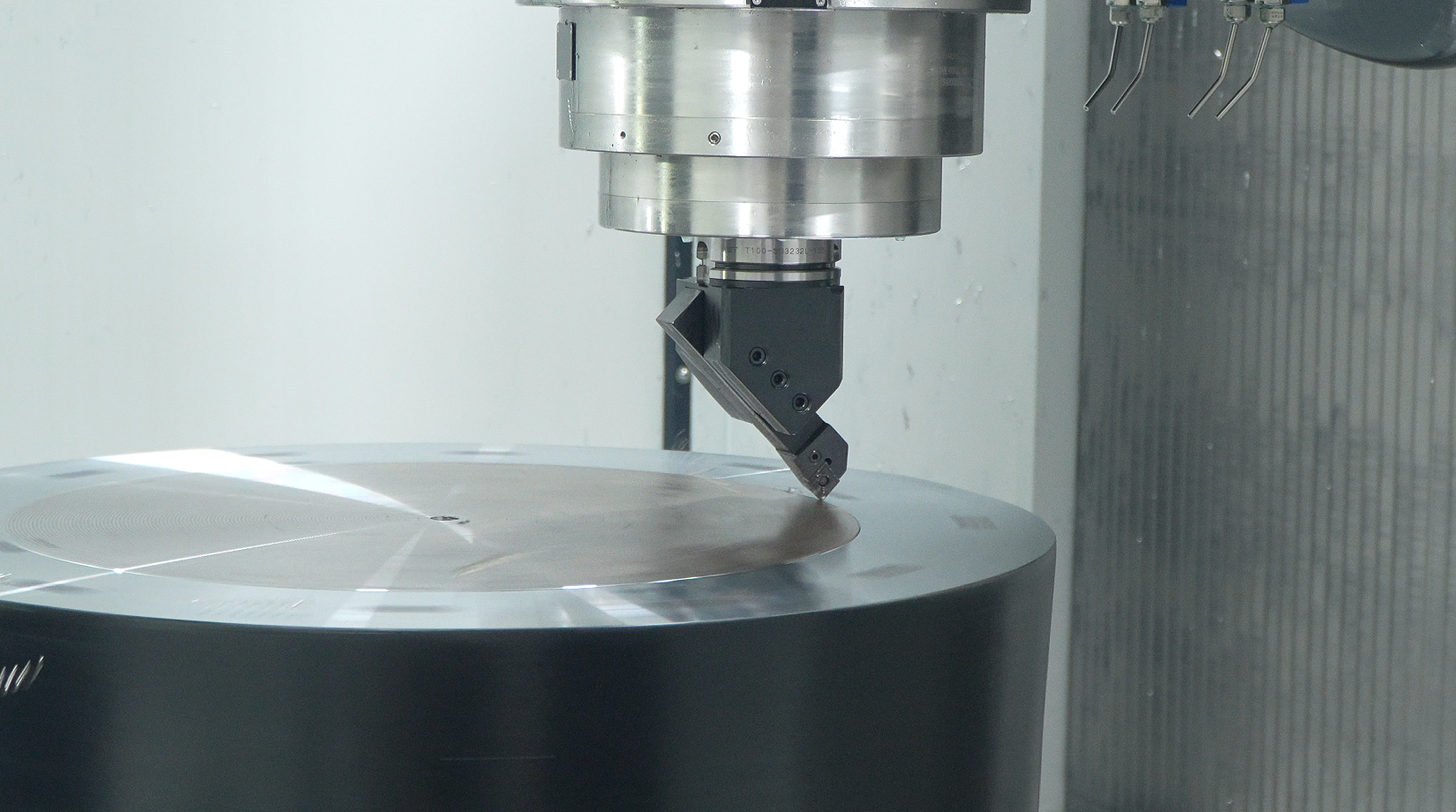
Термин «пятиосевая обработка» может иногда звучать как клише в турбинной промышленности , но в производстве он действительно решает ряд очень специфических проблем. Для криволинейных лопаток традиционные трехосевые конструкции часто требуют большего количества перенастроек или компромиссов в углах подачи инструмента, что увеличивает риск накопления ошибок. Пятиосевая обработка позволяет более выгодно расположить инструмент относительно обрабатываемой поверхности и позволяет обрабатывать сложные участки за меньшее количество проходов.
Это особенно заметно, когда детали имеют внутренние скругления, переменную толщину лопаток, ступенчатую посадку и смежные монтажные поверхности. Пятиосевые фрезерные станки с ЧПУ для турбин помогают сократить объем ручной доработки, где поддержание четких контуров имеет решающее значение. Однако важно отметить, что одной лишь пятиосевой обработки недостаточно для гарантии качества. Без продуманной стратегии CAM, правильной центровки и контроля баланса конечный результат будет только дороже.
Обычно требуется именно такое лечение.
Лопасти и поле потока
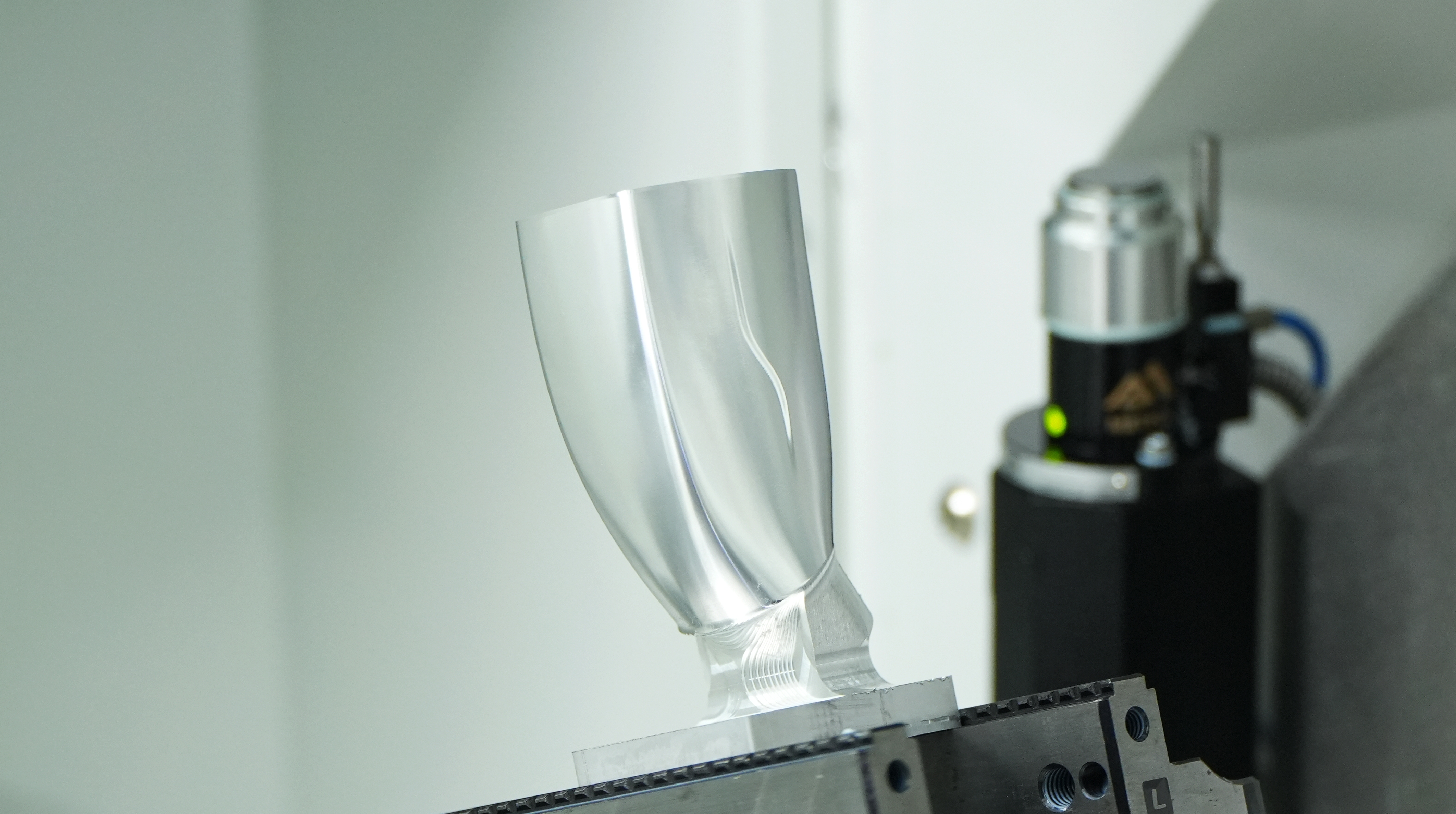
Наиболее сложной областью обработки обычно является лопатка. Крайне важны гладкий профиль, равномерный шаг, точная посадка на ступицу и предотвращение шероховатости, вызванной неправильным выбором траектории. Пятиосевая обработка лопаток турбин широко используется для подобных деталей, поскольку это единственный метод, гарантирующий доступ инструмента к рабочей поверхности без чрезмерного перепозиционирования.
Ступица колеса, фланец и монтажная площадка
Центральная часть детали обычно включает в себя сопрягаемую поверхность вала, монтажные отверстия, плоскость фланца и базовую поверхность. Здесь форма и стабильность размеров имеют решающее значение. Для инженеров это означает простой вывод: даже если лопасти обработаны идеально, если базовая поверхность отклоняется, процесс сборки все равно может признать это неприемлемым.
Ось и выравнивание
Стержни, валы или цилиндрические хвостовики таких компонентов обычно обрабатываются вместе с основной деталью. Это облегчает контроль выравнивания, но требует тщательного планирования. Неправильно спроектированные приспособления иногда могут свести на нет преимущества многоосевой обработки.
Какие факторы необходимо учитывать при выборе оборудования и подрядчиков?
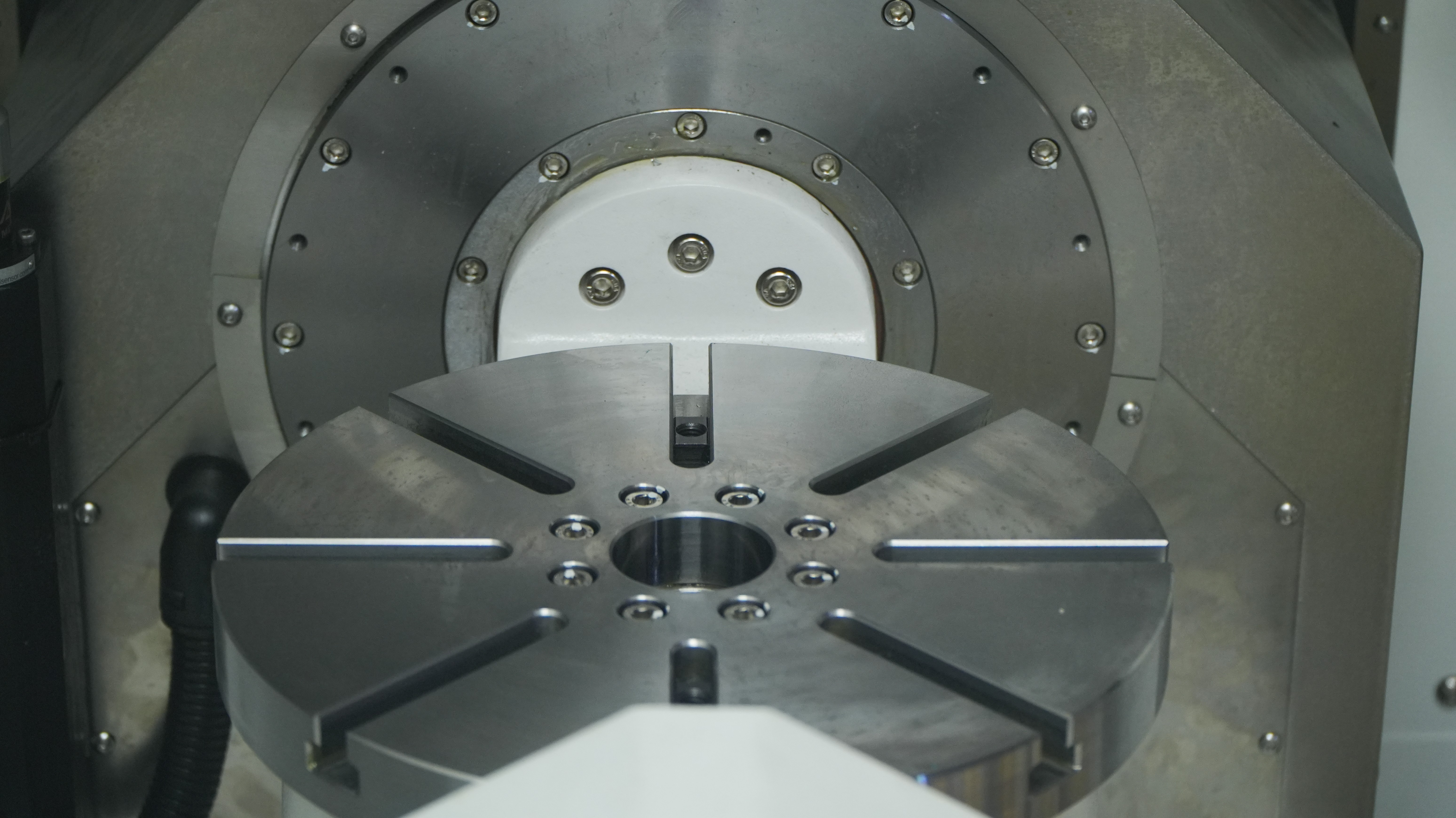
Если задача связана с производством или закупкой, то вместо привлекательного термина «пятиосевая обработка» лучше сосредоточиться на более практических факторах: жесткости станка, стабильности движения, точности позиционирования, качестве шпинделя, доступности зоны резки и подходящих решениях для контроля качества. Для таких деталей крайне важна возможность обработки серийных заказов и отладки сложных отдельных корпусов или роторов.
Компания TAIMECH, основанная в 2021 году, обладает более чем 20-летним опытом в области механических исследований и разработок, а также производства. Их экспертиза включает в себя высококачественные станки с ЧПУ, и они сотрудничали со многими компаниями из списка Fortune 500. Это не означает, что техническую проверку отдельных деталей можно игнорировать, а скорее, что контроль качества и технологического процесса не является лишь поверхностным. Для заказчиков таких проектов такой уровень сложности имеет решающее значение: оборудование должно не только иметь современный внешний вид, но и быть способным выполнять сложные инженерные задачи.
Распространенные ошибки при заказе таких деталей.
Одна из самых распространенных ошибок — обсуждение только материалов и размеров без учета траектории обработки. Этого недостаточно для деталей с изогнутыми лопастями. Другая ошибка — отсутствие четкого определения ответственных за балансировку и окончательный контроль. Третья ошибка — ожидание, что одна переналадка решит все проблемы. Для сложных роторов количество выравниваний и задействованная логика могут существенно повлиять на конечный результат.
Ещё один практический риск заключается в том, что клиенты присылают модели, не указывая чётко приоритеты. Что важнее: гладкость контура, точность подгонки, время цикла и снижение затрат? Для стандартных деталей эти вопросы можно обсудить без лишних затрат времени, но для турбинных узлов эти решения изменят весь производственный процесс.
Краткое заключение для инженеров и покупателей
При обработке изогнутых роторов, рабочих колес или лопаточных узлов пятиосевая обработка, как правило, не является роскошью, а представляет собой наилучший вариант для сохранения геометрии, подачи инструмента и повторяемости. Однако успех зависит не только от обозначения станка как «пятиосевого», но и от его позиционирования, управления траекторией, контроля и архитектуры последующей сборки.
Для новых проектов крайне важно заранее обсудить с поставщиком чертежи, производственные процессы, требования к контролю качества и заключительные этапы механической обработки. Если требуется фактическая разборка конкретного компонента ротора, лучше всего запросить у поставщика оценку стоимости процесса на основе модели или образца — это, как правило, дешевле, чем попытка оценить сложные геометрические формы.
Часто задаваемые вопросы
Подходят ли пятиосевые станки только для обработки реальных турбин?
Нет. Он также используется в роторах, рабочих колесах, компрессорах и компонентах насосов — компонентах со сложными криволинейными поверхностями.
Может ли трехкоординатная обработка заменить пятикоординатную?
В некоторых случаях это действительно так, но обычно приводит к необходимости более частой переустановки, усложнению контроля геометрии и повышению риска ошибок в работе лезвий.
Что является самым важным при заказе подобных деталей?
Основные принципы, стабильность контура, контроль выравнивания и понимание того, как готовое изделие будет тестироваться перед сборкой.