Почему 5-осевой станок стал основным инструментом для изготовления сложных прецизионных деталей
Когда речь идет о компактных роторах, рабочих колесах и других компонентах с тонкими лопастями, пятиосевой станок быстро перестает быть «вариантом для передовых предприятий» и становится практичным решением распространенной производственной задачи. Чем сложнее геометрия, тем меньше желаний у технолога разделять деталь на несколько этапов обработки, и тем выше риск накопления ошибок. Это особенно актуально для таких компонентов, как небольшие турбинные или импеллерные детали: необходимо поддерживать симметрию, качество поверхности и соосность, а также избегать ненужной ручной обработки после механической обработки.
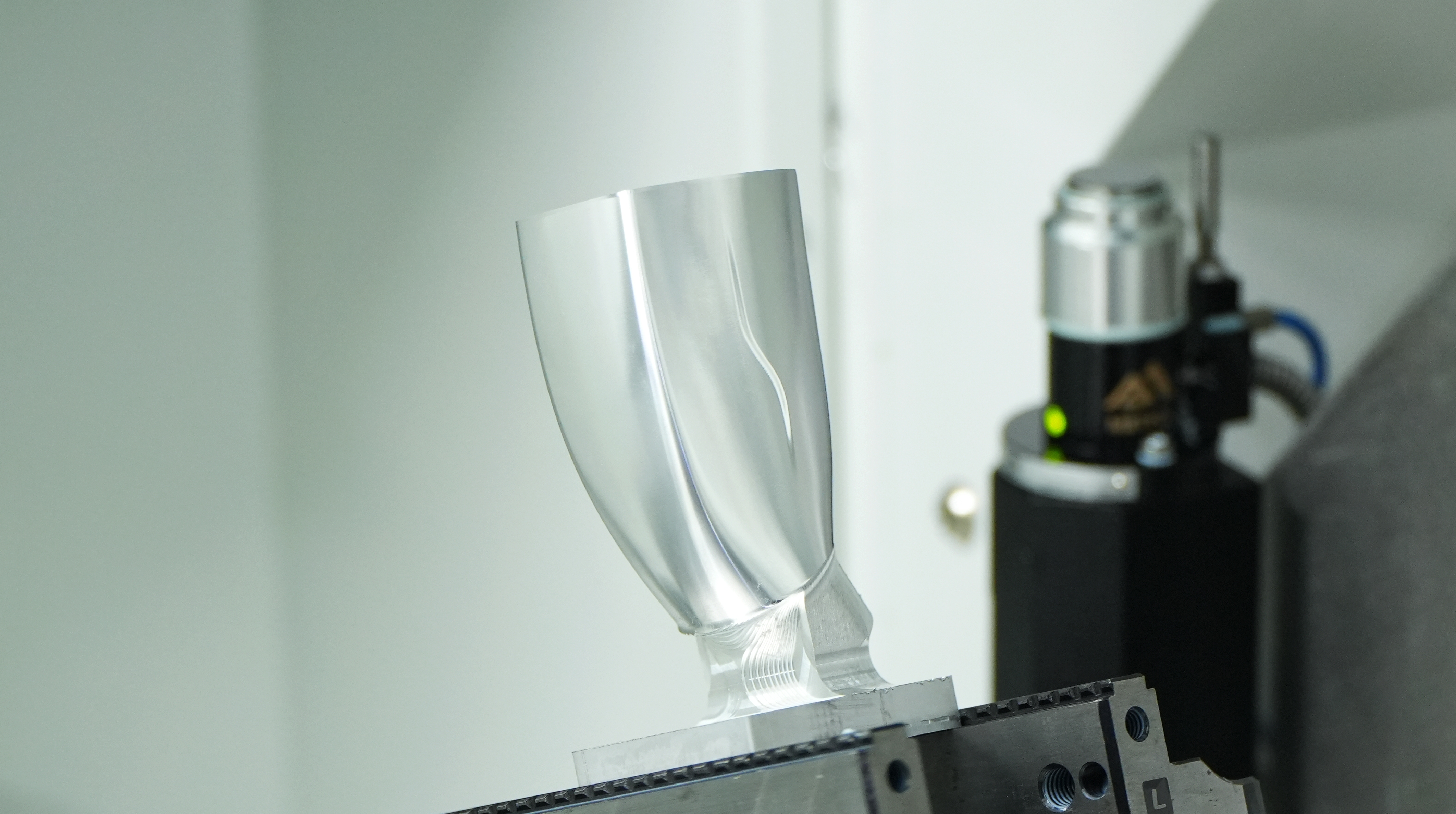
Изображение наглядно демонстрирует эту логику производства: компактная металлическая деталь с цилиндрическим основанием, ступенчатой верхней частью и тонкими радиальными лезвиями. Это не похоже на простую операцию фрезерования, выполняемую серийно, а скорее на прецизионную обработку, где траектория движения инструмента, доступ к поверхности и точность обработки малых радиусов имеют решающее значение. Для инженера или покупателя ключевой вопрос здесь не «возможно ли это сделать», а «как сделать это надежно и без ненужных переделок».
Какие преимущества дает 5-осевое проектирование таких деталей?
Пятиосевой фрезерный станок особенно полезен, когда инструмент должен подходить к поверхности под разными углами без изменения положения заготовки. Для небольших лезвий это означает меньший риск задевания смежной кромки, лучший контроль формы кромки и уменьшение следов перехода между операциями. Если деталь предназначена для прецизионной обработки, эта осевая свобода часто определяет качество результата.
Есть и менее очевидное преимущество. Когда деталь остается в одном и том же положении, легче поддерживать выравнивание и повторяемость. Для вращающихся компонентов это почти всегда важно, даже если речь идет о прототипе, а не о серийном производстве. Небольшая ошибка ориентации или чрезмерная вибрация инструмента впоследствии приводят к дополнительной балансировке, а иногда и к дефектам деталей. На практике в цеху об этом часто забывают.
Какие операции обычно лежат в основе такой обработки?
Внешний вид детали позволяет предварительно спрогнозировать комбинацию операций: черновое удаление материала, точное формирование профиля, контурная обработка тонких элементов и чистовая обработка поверхности. В зависимости от процесса, это может быть станок с ЧПУ с поворотной осью, полноценный пятиосевой металлообрабатывающий станок или комбинация нескольких операций на одном станке. Название станка менее важно, чем конечная кинематика и управление процессом.
Там, где особенно востребована высокая точность.
Подобные детали встречаются в машиностроении, автоматизации, аэрокосмической и автомобильной промышленности, а также в компонентах вращающегося оборудования. Если деталь работает в потоке воздуха или жидкости, к ее геометрии и качеству поверхности обычно предъявляются более высокие требования, чем к стандартной механической детали. Даже на этапе прототипирования заказчик часто обращает внимание не только на размеры, но и на чистоту кромок и повторяемость после нескольких проходов.
На что обращать внимание при выборе исполнителя
Покупателю такой услуги полезно оценить не только сам станок, но и подход подрядчика к процессу. Хороший результат в высокоточной обработке обычно зависит от нескольких факторов: жесткости оборудования, продуманной стратегии резки, подходящего инструмента, надежного зажима и четкого контроля качества. Если хотя бы один из этих элементов нарушен, тонкие лезвия и ступенчатые переходы начинают «плавать» раньше, чем это видно на чертеже.
Ещё один практический момент — обсудить не только допуски, но и способы их проверки. Это особенно важно для сложных геометрических форм. Иногда цех уверенно заявляет о точности, но не указывает, как будут проверяться выравнивание, форма и состояние поверхности после обработки. Для покупателя это сигнал задавать дополнительные вопросы до начала выполнения заказа, а не после первой пробной партии.
Типичные ошибки, увеличивающие стоимость подобных работ.
Наиболее распространенная ошибка — попытка упростить деталь ради «стандартной» обработки. Это приводит к увеличению количества переналадок, росту человеческих ошибок и потере смысла сложной геометрии. Вторая ошибка — недооценка влияния мелких элементов. Тонкие лезвия не только визуально хрупки: они чувствительны к вибрации, износу инструмента и неправильной подаче.
Третий риск связан с поверхностью. Если сборка планируется после механической обработки, шероховатость и следы от инструмента могут оказаться более важными, чем предполагалось на этапе утверждения. Иногда заказчик видит «аккуратную деталь» и считает, что она готова к работе. В действительности же может потребоваться балансировка, очистка, контроль биения или дополнительная обработка кромок.
Как компания TAIMECH подходит к решению подобных задач
Компания TAIMECH, основанная в 2021 году, опирается на команду специалистов с более чем 20-летним опытом в разработке и производстве станков. Компания специализируется на высококачественных решениях для станков с ЧПУ и соблюдении производственных дисциплин, что особенно важно для сложных, мелких и требовательных деталей. По данным компании, TAIMECH сотрудничает с компаниями из списка Fortune 50 и Fortune 500, использует современное оборудование для обработки и тестирования, а также поддерживает строгую систему управления качеством на всех этапах производства.
Для клиента это означает не просто набор станков, а полный цикл производственных решений: от выбора подходящей схемы обработки до окончательного контроля. В проектах, требующих высокоточной обработки, такой подход обычно ценнее любой маркетинговой шумихи. Сложная форма сама по себе не гарантирует высокого качества детали; гораздо важнее, чтобы технологический процесс был организован без ненужных компромиссов.
Что проверить перед заказом
Если вы выбираете подрядчика для изготовления аналогичной детали, стоит заранее уточнить расположение, доступные оси, тип контроля измерений и варианты отделки. Если деталь является частью вращающегося узла, обсудите требования к выравниванию и последующую проверку отдельно. И не стесняйтесь просить показать аналогичные геометрические случаи, даже если они не идентичны вашей детали: для таких деталей отраслевая квалификация важнее, чем реальный опыт работы с тонкими и мелкими компонентами.
Для инженера или менеджера по цепочке поставок хороший пятиосевой станок — это не просто дорогостоящее оборудование; это способ снизить риски на всем протяжении цепочки от заготовки до готового изделия. В сложных системах машиностроения именно это часто и требуется: предсказуемость, а не просто удаление металла за один проход.
Куда отправиться дальше?
Если вам необходимо изготовить или протестировать деталь с аналогичной геометрией, начните с обсуждения места изготовления, наличия инструмента и требований к поверхности. Затем сравните, сможет ли подрядчик выполнить весь процесс без ненужных переналадок. Для прецизионных вращающихся компонентов это обычно является решающим фактором. Компания TAIMECH позиционирует себя в сегменте современных решений для станков с ЧПУ и может стать отправной точкой для такого технического обсуждения.