Пятиосевой обрабатывающий центр : когда традиционного фрезерования уже недостаточно.
Если деталь имеет тонкие лопасти, сложную пространственную геометрию и требует чистой поверхности после обработки, то пятиосевой обрабатывающий центр быстро становится практичным инструментом, а не «дорогим вариантом». Именно так обстоит дело с небольшими деталями роторов и рабочих колес: центральная ступица, радиальные лопасти, круговая симметрия и минимальный припуск на металл. Эта геометрия наглядно демонстрирует ограничения традиционных трехосевых конструкций и необходимость пятиосевых обрабатывающих центров.
Для инженеров или специалистов по закупкам зачастую вопрос заключается не в том, осуществима ли механическая обработка, а в том, как добиться стабильной, высокоточной обработки без увеличения количества дефектов в тонкостенных деталях, избегая при этом ненужных пересборок и сохраняя приемлемую повторяемость. Это особенно важно для небольших роторов, экспериментальных компонентов, деталей приборов и легких металлических деталей: одна ненужная пересборка может поставить под угрозу точность выравнивания, а неудобное обращение с инструментом может оставить следы на лопастях или кромках.
Почему при проектировании сложных геометрических форм преобладает пятиосевой подход?
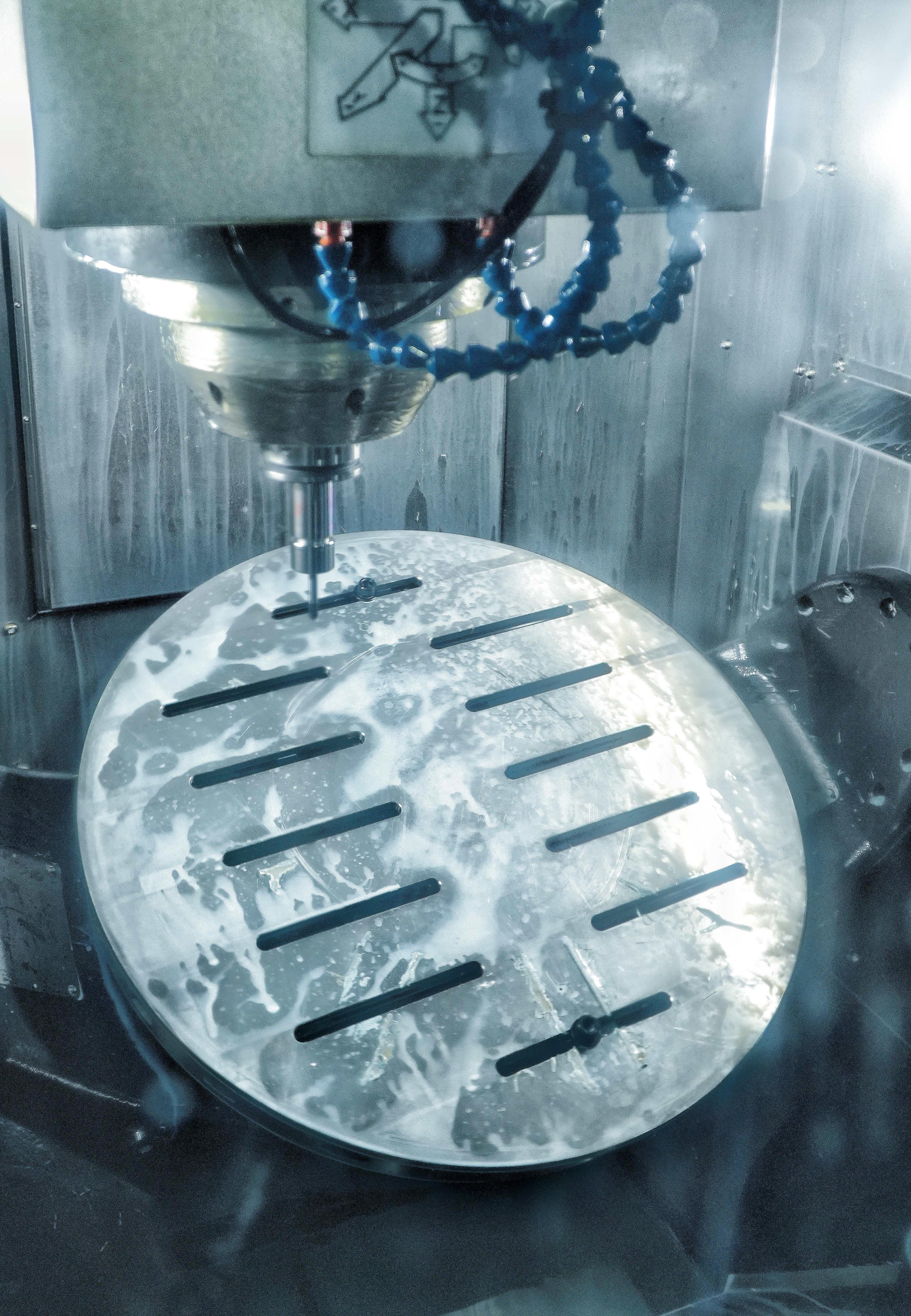
С точки зрения производства, пятиосевые обрабатывающие центры предлагают простое преимущество: они могут перемещать инструмент под нужным углом, не заставляя заготовку ждать следующего этапа обработки. Для деталей с радиальными ребрами, скошенными поверхностями и канавками это означает меньшее количество операций зажима, меньшую накопленную погрешность и более стабильную чистоту поверхности. На самом деле, дело не только в эстетике. Для компонентов ротора, где лопасти тонкие, а центральная часть должна быть выровнена, любая ошибка может привести к вибрации, чрезмерному шуму или даже проблемам при сборке.
Пятиосевая обработка особенно полезна для прецизионной обработки компактных деталей с выраженной симметрией. На фотографиях эти заготовки могут выглядеть почти как украшения, но в действительности их проектирование требует значительных инженерных усилий: выбора траекторий движения инструмента, контроля вылета инструмента, управления зажимом и выбора стратегий резки. Действительно, для небольших деталей узким местом часто является сам процесс зажима, а не резка металла.
Что можно увидеть на небольшом роторе? Почему это важно?
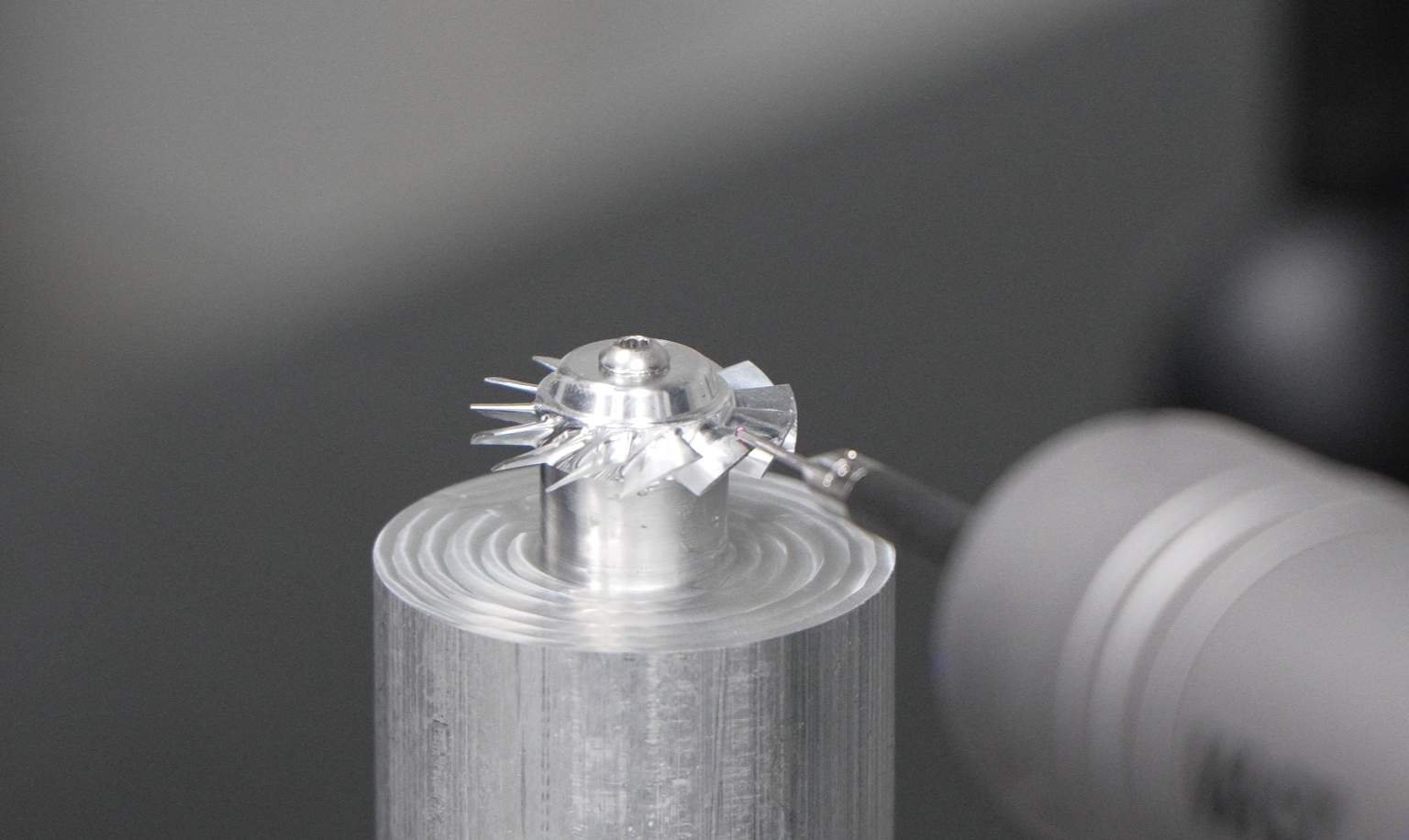
Небольшая металлическая деталь с центральной ступицей и тонкими лезвиями наглядно демонстрирует необходимость пятиосевого фрезерного центра или другого станка с ЧПУ, оснащенного вращающимися инструментами. Заготовка имеет несколько чувствительных зон: верхние лезвия, переходная секция с центральным цилиндром и плоское основание с концентрическими следами обработки. Если цель состоит не только в удалении металла, но и в сохранении чистой формы и поверхности детали, то подача инструмента имеет решающее значение.
Такие детали обычно изготавливаются из материалов, похожих на алюминий или другие легкие, светлые металлы. Однако лучше не полагаться на интуицию: при покупке цвет важнее, чем характеристики материала при обработке. Некоторые сплавы легко режутся и хорошо сохраняют остроту кромок, в то время как другие требуют более точной обработки, чтобы избежать заусенцев на тонких кромках. Когда детали очень малы, даже микроскопические дефекты можно увидеть невооруженным глазом.
Когда вам нужен пятиосевой станок, но можно использовать более простой вариант, как сделать выбор?
Хотя обработка всех сложных форм с помощью традиционных станков с ЧПУ кажется заманчивой, это увеличивает количество переналадок и ручной финишной обработки. Иногда такой подход действительно оправдан. Однако для серии деталей с повторяющейся сложной геометрией, тонких лезвий или деталей, требующих высокой геометрической точности, пятиосевые обрабатывающие центры, как правило, экономят не только время, но и снижают нагрузку на производственную бригаду.
Пятиосевая обработка особенно подходит для следующих ситуаций:
Поверхность необходимо обрабатывать с нескольких направлений, не нарушая соосности; однородность поверхности важна для криволинейных участков; детали малы, но имеют сложную геометрию; количество ручных корректировок должно быть сведено к минимуму; существует риск повреждения прецизионных компонентов при контакте с режущим инструментом.
Если компонент имеет простую форму, толстые стенки и может быть многократно переустановлен без существенного риска, то более простая конструкция может быть вполне приемлемой. Не каждый проект должен начинаться с самого сложного оборудования — это также важный фактор, который покупатели должны учитывать.
Какие аспекты следует учитывать при выборе оборудования и поставщиков?
Для таких задач важна не преувеличенная реклама, а фактические характеристики производительности: жесткость конструкции, стабильность позиционирования, качество системы управления, простота настройки инструмента и способность станка поддерживать стабильную производительность при обработке мелких деталей. Также стоит учитывать организацию тестирования и контроля качества. От этого зависит, сможете ли вы добиться предсказуемых результатов в широком диапазоне продукции, а не просто провести успешный пробный запуск.
Компания TAIMECH, основанная в 2021 году, специализируется на высококачественных станках с ЧПУ, а её команда обладает более чем 20-летним опытом в области исследований, разработок и производства станков. Для клиентов это не только важно само по себе, но и является важным сигналом: поставщик понимает, что в практических производственных условиях ключевыми факторами являются точность деталей, стабильная настройка и поддержка внедрения, а не абстрактные технические характеристики. Компания также располагает передовым оборудованием для обработки и тестирования и внедряет строгую систему управления качеством на каждом этапе — для сложных роторов и других мелких деталей контроль процесса так же важен, как и сам станок.
Распространенные ошибки при работе со сложными мелкими деталями
Одна из самых распространенных ошибок — недооценка силы зажима. Для мелких деталей, особенно с тонкими лезвиями и центрами, неправильный зажим может вызвать деформацию еще до начала резки. Другая ошибка — выбор траектории резания исключительно на основе принципа «самой быстрой» скорости без проверки возможности доступа инструмента к скрытым участкам. Третья ошибка — забывать, что зеркальная поверхность после обработки не всегда означает готовность к сборке. Иногда поверхность выглядит хорошо, но геометрия теряется.
Кроме того, существует более распространенный риск: оборудование, используемое только для изготовления одной демонстрационной детали, может оказаться неподходящим для реального производства. Лучше всего заранее определить серии, материалы и марки точности, которые вы будете обрабатывать чаще всего.
Фактические выводы для покупателя и инженера
Пятиосевой обрабатывающий центр — это не символ статуса, а скорее незаменимый инструмент, когда форма детали определяет процесс обработки. Для компактных роторов, рабочих колес, компонентов приборов и других деталей с деликатными характеристиками пятиосевые обрабатывающие центры помогают сократить количество операций обработки, улучшить качество поверхности и снизить риск ошибок при сборке. Их преимущества особенно заметны, когда требуется высокоточная обработка без ущерба для симметрии и качества поверхности.
При выборе решения для таких деталей следует сосредотачиваться не на сложных технических характеристиках, а на самом процессе производства: месте установки, методе обработки лезвия, количестве необходимых переустановок и том, как это повлияет на качество конечного продукта. Именно эти вопросы часто отличают удачный проект от дорогостоящего эксперимента.
Какие вопросы следует задать поставщику перед запуском системы?
Уточните характеристики оборудования при обработке деталей со схожей геометрической формой, доступные режущие инструменты и методы контроля качества на этапе производства. При обработке сложных деталей обсудите не только сам станок, но и весь процесс обработки. Такой подход более эффективен для быстрого поиска практических решений, чем расплывчатые рассуждения о том, сколько осей «достаточно».
Если вам нужен 5-осевой обрабатывающий центр для обработки мелких и сложных деталей, лучше всего сначала предоставить чертежи деталей, фотографии или модели обработки. Это упростит оценку того, в каких областях 5-осевая кинематика действительно может быть эффективной, а в каких ситуациях более подходящим будет более простой и экономичный метод обработки.