Пятиосевой обрабатывающий центр : когда традиционные методы обработки больше не применимы.

Выбор пятиосевого станка — это не следование модным тенденциям, а следствие того, что обработка деталей больше не соответствует традиционной логике трехосевой обработки. При работе со сложными криволинейными поверхностями, многократными операциями зажима, труднодоступными полостями или многогранными геометрическими формами пятиосевая обработка превосходит традиционные методы не только по эффективности производства, но и по стабильности результатов. Для инженеров вопрос не в том, «возможно ли это сделать?», а в том, «сколько этапов потребуется, какой риск будет принят и сколько времени будет потрачено впустую при использовании традиционных методов?»
В реальных производственных условиях пятиосевое фрезерование обычно позволяет одновременно решить две проблемы: сократить количество операций повторного зажима и повысить точность. Чем реже деталь снимается с рабочего стола, тем ниже вероятность накопления ошибок выравнивания. Поэтому пятиосевые фрезерные станки пользуются большим спросом как при мелкосерийном, так и при массовом производстве сложных деталей.
Какие компоненты видны в современном оборудовании? Почему эти компоненты важны?
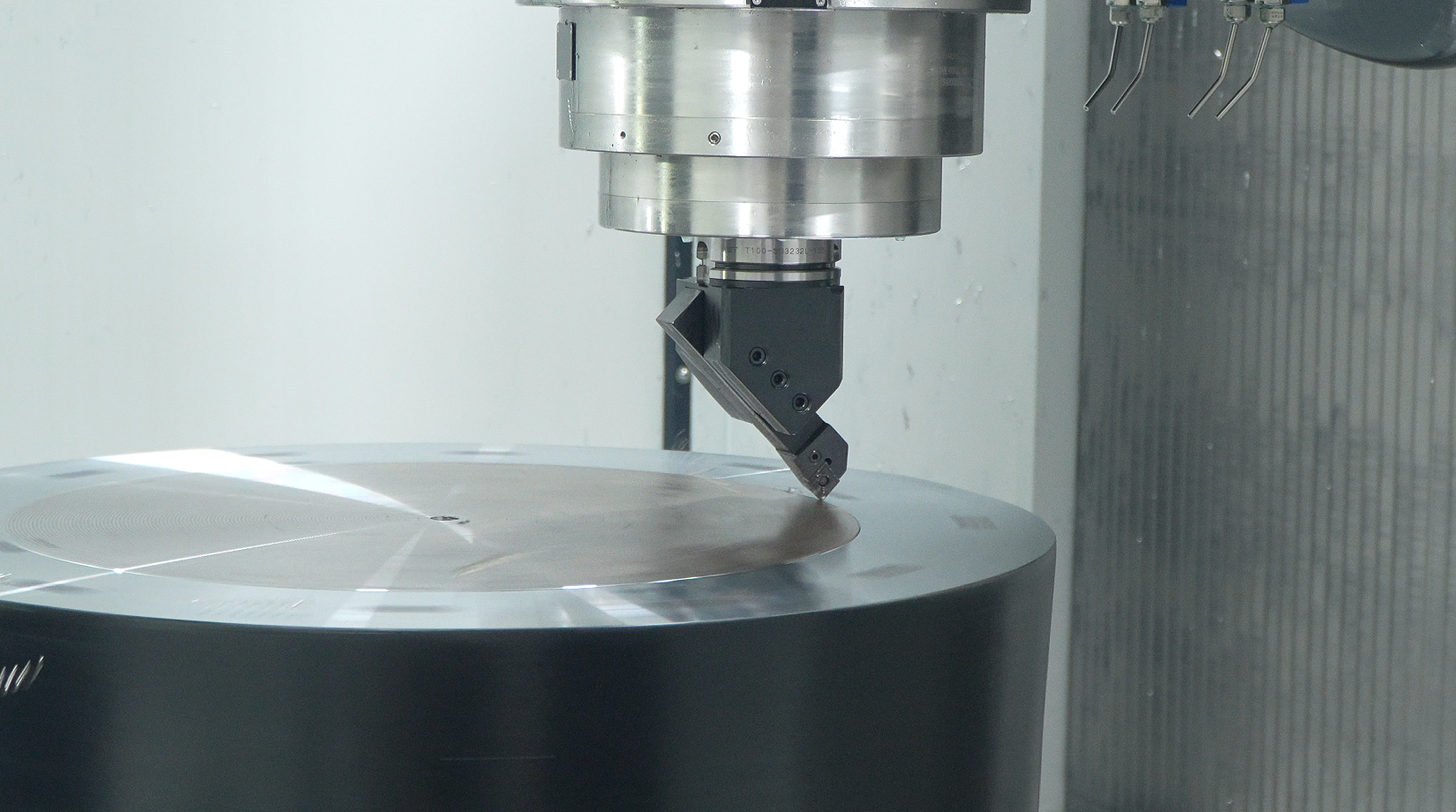
С точки зрения инженера-технолога, ценность промышленной системы часто зависит не только от кинематики станка, но и от организации управления и позиционирования. Типичный высокоточный обрабатывающий цех оснащен измерительным зондом Renishaw (с тонким стержнем и шариковой контактной головкой), поворотным столом, жесткими зажимами и встроенными охлаждающими форсунками. Такая компоновка указывает на то, что это не просто процесс обработки, а система «настройка-контроль-фрезерование».
Это особенно важно в тех областях применения, где требуется высокоточная фрезеровка сложных траекторий. Пятиосевые станки, оснащенные щупами или пуансонами, могут определять положение заготовки до начала обработки, что исключает необходимость в ненужных ручных корректировках. Для цеха это не просто эстетическое улучшение, а фундаментальная стандартизация рабочего процесса: сокращение времени простоя, снижение процента дефектов после настройки и минимизация споров между наладкой и контролем качества.
В чём заключаются практические различия пятиосевой обработки ?
Теоретически, пятиосевая обработка обеспечивает свободу как в угле наклона инструмента, так и в ориентации заготовки. На практике это означает возможность приближения к поверхности заготовки под желаемым углом, обработки боковых сторон без ненужной перенагрузки инструмента и поддержания более стабильного контакта между инструментом и материалом. Это имеет решающее значение для сложных деталей: перегрев, вибрация и следы, вызванные плохим контактом инструмента, могут повредить поверхность заготовки быстрее, чем ожидалось.
Основные преимущества, на которых обычно сосредотачиваются покупатели.
Во-первых, пятиосевая обработка требует меньшего количества этапов настройки. Во-вторых, геометрию проще получить. В-третьих, она позволяет более эффективно контролировать размерную цепь в разумных пределах без частого ручного вмешательства. Однако недостатки заключаются в следующем: пятиосевая обработка требует специализированного программного обеспечения CAM, более тщательного выбора инструмента и строгой настройки. Сложные кинематические характеристики не допускают никаких ошибок.
Важно отметить, что не для всех задач механической обработки требуется приобретение пятиосевого обрабатывающего центра. Если конструкция детали проста, а выгода от перенастройки оборудования минимальна, более простой трехосевой процесс обработки иногда может оказаться более экономически выгодным. Эта ситуация, хотя и распространенная, часто упускается из виду в процессе закупок.
В данном случае измерение и фиксация так же важны, как и сам аппарат.
На схеме показана типичная логика точного производства: круглый поворотный стол с радиальными канавками, компактное рычажное крепление, установленное на черном блоке, жесткая перегородка и измерительный блок сверху. Такая комбинация облегчает проверку положения заготовки, регулировку контактов и контроль высоты или опорных координат до начала цикла. Это особенно важно для инженеров-технологов в массовом производстве, поскольку даже ошибка, составляющая доли секунды, может привести к серии доработок.
Если проект включает в себя пятиосевой станок с ЧПУ, режущие инструменты должны быть достаточно прочными. Недостаточная прочность зажимных приспособлений или нечеткие базовые линии повлияют на кинематическую производительность. Иногда заказчики сосредотачиваются только на скорости вращения шпинделя и ходе, пренебрегая зажимом заготовки. Это ошибка: для сложных деталей режущие инструменты часто определяют стабильность результатов обработки.
Что следует учитывать при выборе?
Для специалистов по закупкам и инженеров всегда существует гораздо больше факторов, чем те, которые перечислены в руководстве по эксплуатации. Важные факторы включают в себя жесткость конструкции, рациональную компоновку рабочей зоны, совместимость с измерительными системами, простоту обслуживания и возможность для операторов легко повторять одни и те же регулировки без необходимости внесения временных изменений. В производственных условиях, где продукция часто меняется, особенно важна возможность быстрой перенастройки зажимной системы и непосредственного осмотра основания на станке.
Компания TAIMECH, основанная в 2021 году, располагает командой с более чем 20-летним опытом в исследованиях, разработках и производстве станков с ЧПУ. Компания специализируется на предоставлении высококачественных решений и заявляет о своем обширном опыте работы со многими всемирно известными клиентами, включая компании из списка Fortune 500. Это говорит не о «волшебных машинах», а о приверженности производителя системному подходу: обработка, тестирование, контроль качества и инженерная поддержка. В области пятиосевых обрабатывающих центров это зачастую важнее, чем преувеличенные заявления.
Распространенные ошибки при покупке
Наиболее распространенная ошибка — выбор станка исключительно на основе количества осей. Во-вторых, недооценка сложности программного обеспечения и настроек. В-третьих, убеждение, что хороший станок может автоматически решить все проблемы с точностью. В действительности, пятиосевой фрезерный станок может в полной мере реализовать свои преимущества только в сочетании с подходящими режущими инструментами, измерительным оборудованием, полной CAM-моделью и стандартизированными процедурами смены инструмента.
Ещё одна распространённая ошибка — игнорирование реального сценария производства. Если детали требуют не только механической обработки, но и регулярного контроля на месте, то полезно заранее продумать интеграцию измерительных решений и разрешений доступа в рабочую зону. В противном случае, первоначальная экономия средств может привести к ненужным перемещениям деталей внутри цеха.
Что может помочь вам принимать решения быстрее?
Если вам нужен станок, способный обрабатывать сложные контуры, выполнять многогранную обработку и обеспечивать повторяемость, то пятиосевой станок, несомненно, станет идеальным выбором. Однако, если задачи обработки ограничиваются отдельными, простыми криволинейными поверхностями, необходимо более тщательно оценить его экономическую целесообразность. Важно понимать, что речь идет не только о приобретении оборудования, но и о построении вокруг него полноценного технологического процесса обработки.
При оценке платформы для новой производственной линии или модернизации завода, начните с чертежа деталей: какие поверхности необходимо переустановить, где будет снижена точность и какие процессы можно комбинировать. Затем учтите компоновку станка, измерительные приборы, режущие инструменты и удобство для оператора. Таким образом, пятиосевая обработка перестанет быть «сложной опцией», а станет инструментом для стабильного производства.
Следующие шаги вкратце.
Если вы выбираете решение для пятиосевой обработки для конкретной производственной линии, начните с составления списка деталей, критически важных мест и операций контроля качества. Эта информация поможет вам легче сравнить станки, режущие инструменты и решения для интеграции измерений, избегая догадок. После этого целесообразно обсудить варианты конфигурации с поставщиком, чтобы подтвердить, как оборудование интегрируется в ваш реальный производственный процесс, а не просто ссылаться на идеальные конфигурации в каталоге продукции.