Почему высокоточная пятиосевая обработка металла стала ключевой технологией для изготовления сложных деталей?

Высокоточная пятиосевая обработка — это уже не просто «дополнительная опция» для отдельных проектов. Для инженеров, закупщиков и производственных групп это инструмент, помогающий создавать сложные геометрические формы без ненужных пересборок, что означает снижение риска ошибок и более предсказуемые результаты. При работе с корпусными деталями, кронштейнами, роторами, компонентами оснастки или компактными узлами с труднодоступными поверхностями пятиосевая обработка часто является наиболее эффективным способом достижения стабильного качества.
Проблема здесь выходит за рамки просто формы деталей. Чем больше поверхностей необходимо собрать в сборочную цепочку, тем чувствительнее проект становится к накоплению допусков, особенностям фундамента и человеческому фактору. Пятиосевая обработка помогает сократить количество повторных сборок, что напрямую влияет на выравнивание, повторяемость и общий геометрический контроль. Это особенно важно для серийного производства: «слабый» переход между операциями может испортить всю партию, даже если сами чертежи кажутся очень простыми.
Что обычно подразумевается под 5-осевой обработкой на практике?
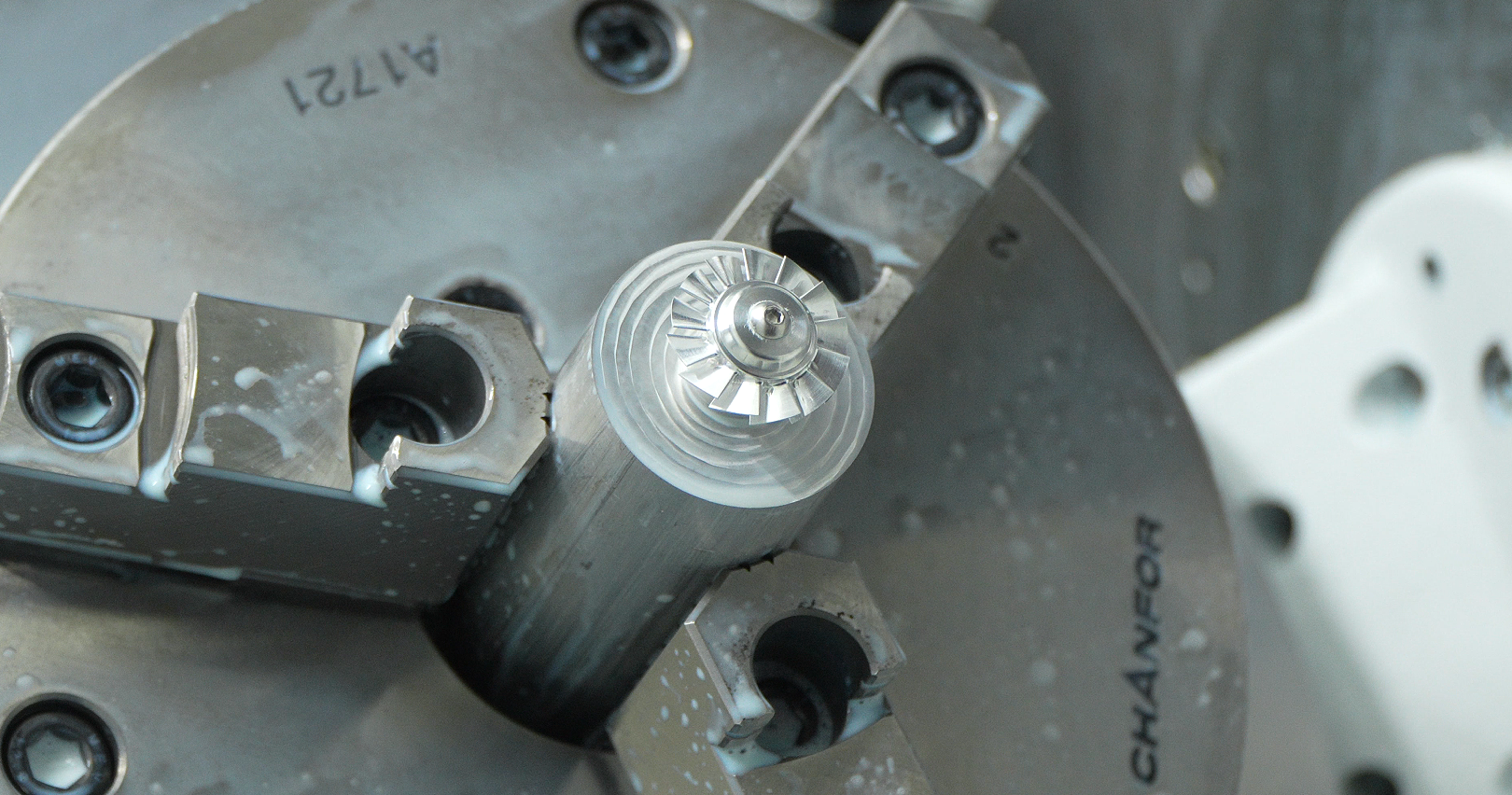
Для упрощения этого процесса 5-осевая обработка металла позволяет инструменту и заготовке работать в более свободных относительных направлениях. Это особенно полезно, когда традиционные трехосевые конструкции уже недостаточны: подрезка, наклонные плоскости, глубокие полости, сложные контуры и криволинейные поверхности. В реальном производстве переходы при токарной обработке часто происходят при фрезеровании, особенно когда деталь круглая или содержит ступенчатые цилиндрические элементы. На таких фотографиях обычно изображаются только задачи с точной осевой геометрией, зафиксированные в многокулачковом патроне, где стабильность зажима и чистота концентрических следов обработки имеют решающее значение.
Для покупателя здесь важна не сама терминология, а результат: меньше ручных корректировок, меньше геометрических рисков и больше свободы для проектировщика. Однако отделы закупок иногда забывают об одном нюансе: пятиосевая обработка не «решает» проблему плохой технологичности чертежей. Если выравнивание выбрано неправильно или деталь слишком сложная, дорогостоящее оборудование будет только быстрее воспроизводить ошибки.
Именно здесь 5-осевое фрезерование проявляет свои лучшие качества.
1. Сложные формы и плотная компоновка.
Пятиосевое фрезерование помогает уменьшить количество пересечений при одновременном наличии платформ, наклонных поверхностей, опор и точных переходов на одной детали. Это особенно заметно в деталях, используемых в автоматизации, станках, измерительной технике и специализированном оборудовании.
2. Точность операций в длинноцепочечных операциях
Чем реже деталь разбирается и собирается, тем легче поддерживать относительное положение поверхностей. Это не означает, что «микрометровая» точность будет автоматически достигнута во всех случаях — такой вывод был бы слишком смелым без данных, специфичных для конкретной детали, — но риски, связанные с процессом, действительно снижаются.
3. Более точная обработка труднодоступных мест.
При обработке деталей с полостями, ребрами и внутренними переходами традиционное фрезерование металла часто сталкивается с ограничениями в доступе инструмента. Вращающиеся оси обеспечивают большую свободу действий, позволяя выбирать более оптимальные углы резания. Иногда это проявляется как в качестве поверхности, так и в сроке службы инструмента.
В чём разница между пятиосевой обработкой и традиционной металлообработкой на станках с ЧПУ?
Разница заключается не только в количестве осей. Вся логика процесса становится более сложной: подготовка CAM-системы, стратегии обработки, выбор оборудования, обнаружение столкновений и базовая настройка. Традиционная обработка металла на станках с ЧПУ может быть достаточной для простых фланцев или корпусов, но пятиосевое проектирование раскрывает свои возможности в деталях, где пространственные переходы и минимизация препятствий имеют решающее значение.
Для покупателей это означает нечто простое: сравнение предложений, основанное исключительно на почасовой ставке станка, — плохая привычка. Необходимо учитывать общую технологическую стратегию развития. Иногда более дорогостоящая пятиосевая обработка в конечном итоге оказывается дешевле, поскольку исключает вторичную обработку, снижает риски и минимизирует количество дефектов в процессе финишной обработки.
На что следует обратить внимание при выборе подрядчика.
Первый критерий — это не маркетинг, а управляемость процесса. Крайне важно понимать, как подрядчик организует планирование, подготовку, контроль качества и проверку на каждом этапе. Для сложных деталей полезно уточнить, имеется ли современное оборудование для механической обработки и тестирования, как построены системы управления и как документируются изменения. Это не формальность: в высокоточном производстве слабые места часто заключаются не в самих станках, а во взаимодействии между проектированием, настройкой и приемкой.
Второй критерий — опыт работы со сложными геометрическими формами. Мастерская может хорошо производить стандартные партии изделий, но значительно терять темп при выполнении нестандартных задач. В этом случае лучше всего задать прямой вопрос: какие операции запланированы в процессе настройки, как обеспечить выравнивание и как защитить критически важные поверхности от повреждений во время зажима? В типичных операциях токарной обработки многокулачковый патрон может показаться тривиальным инструментом, но для круглых деталей он часто является основой для достижения стабильных результатов.
Третий критерий — справедливость ограничений. Следует с осторожностью относиться к поставщикам, которые обещают «любую сложность», но не указывают материалы, размеры и тип поверхности. В производстве слишком много переменных, чтобы давать абсолютные гарантии.
Типичные ошибки покупателей
Распространенная ошибка — требование пятиосевой обработки, когда достаточно эффективного трехосевого решения и хорошего оборудования. Это делает проект дороже, не принося никакой реальной пользы. Другая ошибка — отсутствие технической основы в проектной документации. В этом случае даже лучшие подрядчики вынуждены идти на компромисс между геометрией и удобством крепления.
Ещё одна практическая ошибка — недооценка формы заготовки. Для круглых деталей, таких как валы, втулки, переходники и роторы, переходы между токарным и фрезерным обработками часто приходится проектировать одновременно. Если изначально предположить, что это «просто фрезерование», а затем обнаружить, что осевая симметрия имеет решающее значение, проект начнёт застопориваться.
Что следует спросить перед оформлением заказа
Необходимо описать технический подход, а не просто указать название станка. Следует указать, какие поверхности будут обрабатываться за одну установку, какие крепления будут использоваться, расположение контрольных точек и план защиты критически важных поверхностей. Если деталь круглая или ступенчатая, целесообразно отдельно обсудить переходные участки при повороте и методы крепления. Зачастую это решающий момент для шестерен, переходников, компонентов шпинделя и других вращающихся деталей.
Компания TAIMECH, основанная в 2021 году, опирается на команду с более чем 20-летним опытом в разработке и производстве станков, а также располагает самым современным оборудованием для механической обработки и тестирования. Для клиентов это означает не только приобретение оборудования, но и технологическую культуру: речь идет не просто об «удалении металла», а о сохранении геометрии на протяжении всего процесса.
Куда переехать дальше?
Если ваша задача связана с изготовлением прецизионных корпусов, сложных пространственных поверхностей, круглых деталей или компонентов, и вы не хотите идти на компромисс в отношении сборки, то в первую очередь стоит рассмотреть пятиосевое решение. Начните с чертежей, критических размеров и списка базовых параметров. Обычно этого достаточно, чтобы определить, требуется ли высокоточная пятиосевая металлообработка, комбинированная стратегия фрезерования и токарной обработки или более простое решение.
Именно на этом этапе лучше всего экономить время: не в конце, когда детали уже обработаны, а в начале, когда еще можно четко определиться с технологическим путем производства.