Почему стоит выбрать пятиосевой станок не только для решения задач механической обработки?
Для сложных металлических деталей пятиосевые обрабатывающие центры, как правило, не являются «выбором высшего класса», а скорее наиболее прямым способом удовлетворения требований к геометрии, повторяемости и срокам поставки. Для инженеров, специалистов по закупкам и технических специалистов это уже не просто модная тенденция. Ключевые вопросы: сколько этапов можно сократить в процессе? Как насчет стабильности размеров? И можно ли изготовить деталь без ненужной перенастройки?
Это особенно актуально для деталей с вращательной симметрией, ступенчатыми профилями, неровными торцами и комбинированными процессами механической обработки. Для таких деталей каждая дополнительная сборка увеличивает риск накопления ошибок. Хотя это может быть допустимо для деталей, изготавливаемых стандартным способом, в критически важных компонентах — например, в обработанных лопатках турбин или деталях, используемых в энергетике и авиационной промышленности, — стоимость ошибок резко возрастает.
Какие преимущества дает пятиосевая конструкция в реальном производстве?
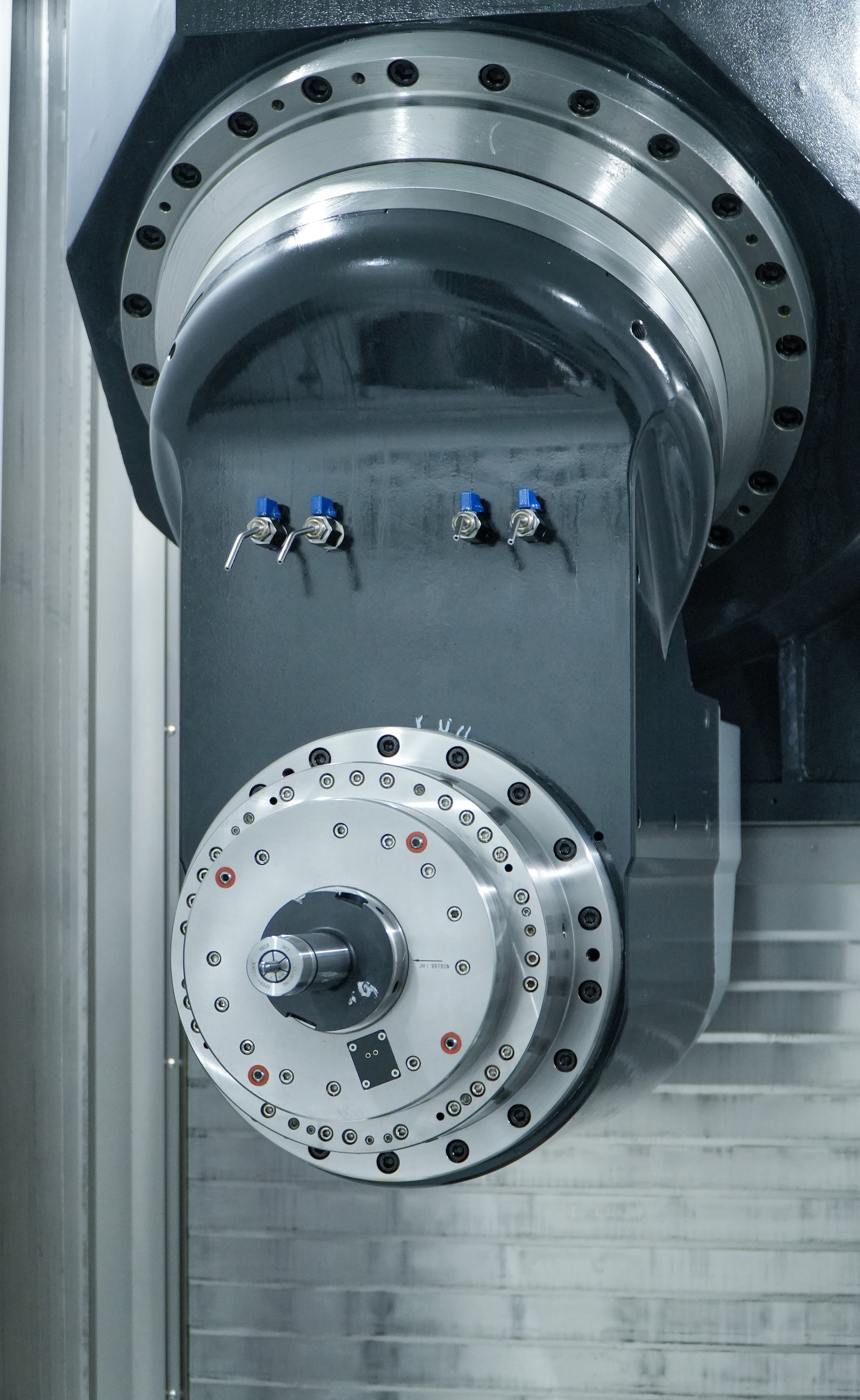
Наиболее существенным преимуществом пятиосевого обрабатывающего центра является возможность обработки поверхностей деталей под любым углом без частых ручных корректировок или многократных промежуточных зажимов. Для сложных геометрических форм фрезерования это сокращает путь обработки от модели до готовой детали. Для деталей, требующих токарной обработки и последующей чистовой обработки торцов, такой подход помогает поддерживать соосность и упрощает процесс контроля качества.
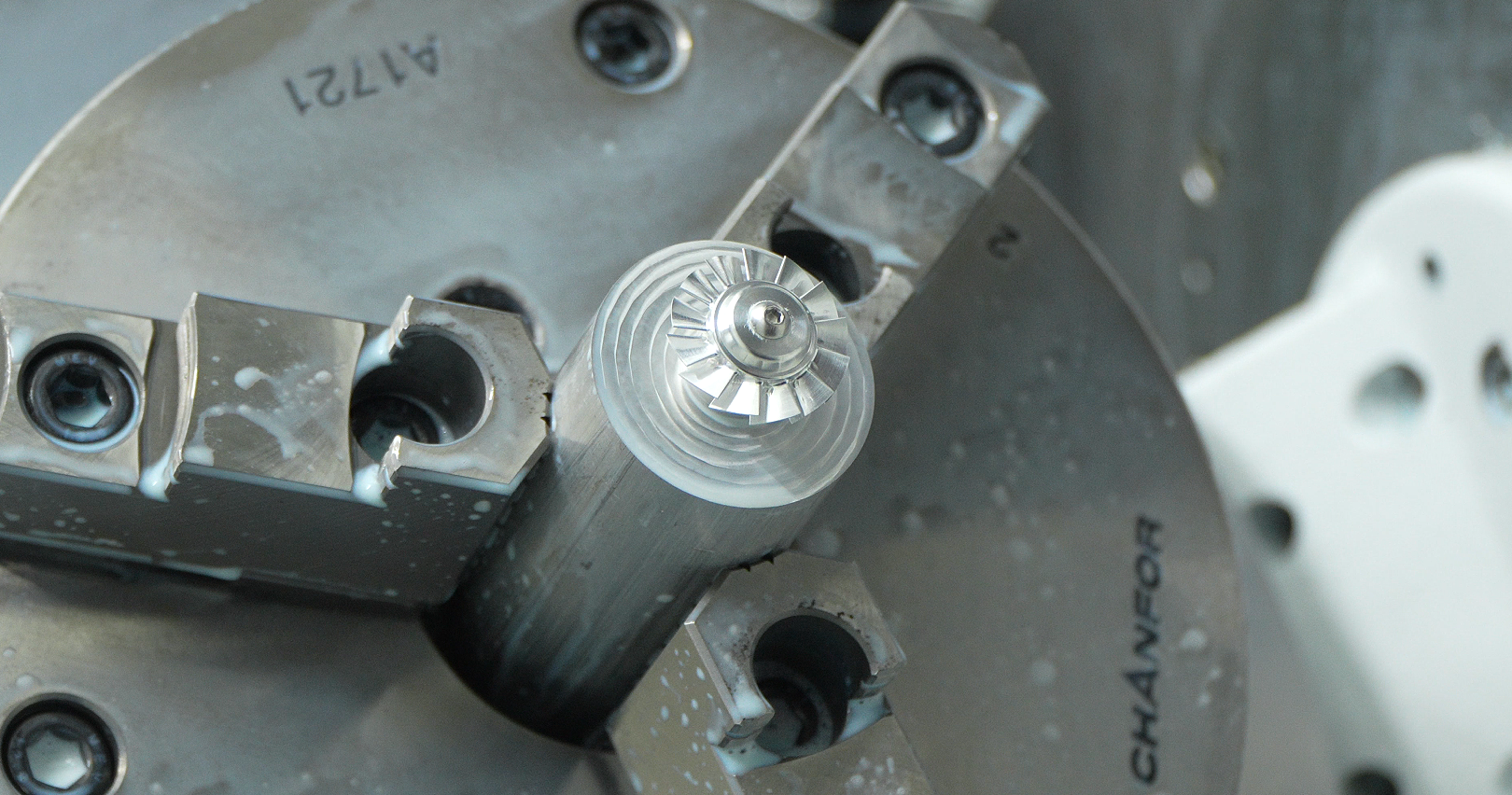
Наблюдая за процессом обработки типичной прецизионной металлической детали на многокулачковом патроне, легко заметить, что качество установки и стабильность зажима патрона так же важны, как и сама траектория движения инструмента. Плавные концентрические следы от токарной обработки, ступенчатые обработанные поверхности и аккуратные торцевые поверхности — все это указывает на то, что в процессе обработки приоритет отдается повторяемости, а не «личным навыкам» оператора.
Когда пяти осей действительно достаточно, а когда их недостаточно?
Зачастую клиенты ожидают, что станки с ЧПУ смогут самостоятельно решать все производственные задачи. Однако это не так. Для простых токарных деталей традиционные токарные центры иногда оказываются более экономически выгодными. Для серийно выпускаемых плоских деталей более экономичными оказываются традиционные фрезерные центры. Тем не менее, когда деталь имеет сложные поверхности, точные углы и специфические требования к подаче инструмента, пятиосевая конструкция может быстро окупить затраты за счет сокращения количества операций обработки.
Простое эмпирическое правило: чем больше скрытых поверхностей, фасок, скосов и требований к относительному положению имеет деталь, тем больше вероятность того, что пятиосевая обработка обеспечит реальное технологическое преимущество, а не просто красивые технические характеристики в тендере.
В каких областях метод пяти осей особенно полезен?
Наиболее очевидные области применения включают компоненты для аэрокосмической и энергетической отраслей, пресс-формы, компоненты медицинских изделий, высокоточные инструменты и специализированные компоненты автоматизированного оборудования. В этих проектах критически важна не только точность, но и предсказуемость от партии к партии.
Особого внимания заслуживают станки для обработки лезвий . Геометрия этих деталей редко подходит для традиционной трехкоординатной обработки. Обработка лезвий требует обработки криволинейных поверхностей, точного направления инструмента и контроля переходов между контурными участками. Поэтому речь идет не просто о сложных функциях, а о способности станка надежно воспроизводить сложные траектории движения, избегая при этом таких проблем, как перегрев, вибрация или неравномерное удаление материала.
Какие факторы необходимо учитывать при выборе оборудования и подрядчиков?
Покупатели часто начинают с вопроса: «Какой пятиосевой станок лучше всего подходит?» Но более точный вопрос звучит так: Какое сочетание оборудования, режущих инструментов и подготовки процесса лучше всего подходит для обработки конкретной детали? Для некоторых задач более важны динамические характеристики и скорость позиционирования; в то время как для других важнее жесткость, стабильность установки и хорошая система контроля качества на каждом этапе.
Компания TAIMECH, основанная в 2021 году, придерживается философии комплексных решений: команда обладает более чем 20-летним опытом в области механических исследований и разработок, а также производства, оснащена передовым оборудованием для механической обработки и тестирования и специализируется на предоставлении промышленным клиентам высококачественных станков с ЧПУ и производственных решений. Это не просто маркетинговая стратегия, а важный показатель глубокого понимания поставщиком взаимосвязи между механическим проектированием, стабильностью производства и последующими операциями.
Для покупателей особенно важно понимать планировку производственной линии, а также организацию тестирования, обслуживания и поддержки внедрения. От этого иногда зависит, будет ли производственная линия работать бесперебойно или превратится в проблему, требующую постоянных корректировок.
Распространенные ошибки при принятии решений
Одна из самых распространенных ошибок — это слепая покупка станков с «слишком большим количеством осей» без четкого понимания ассортимента продукции. Вторая ошибка — недооценка важности инструмента и систем зажима заготовки. На фотографии показан типичный пример: токарная обработка выполняется на патроне, и качество зажима определяет точность обрабатываемой геометрии. Третья ошибка — недостаточное выделение времени на настройку процесса. Даже высокопроизводительный пятиосевой станок не может заменить необходимость правильной настройки постпроцессора, инструмента и контрольно-измерительных приборов.
Существует ещё более скрытый риск: покупка оборудования для простой «демонстрационной» детали. В реальном производственном цехе разумная универсальность гораздо важнее. Станки должны не только надёжно справляться со сложными заказами, но и быть способными выдерживать ежедневную нагрузку цеха.
Краткое руководство по принятию решений
Если для вашей детали требуется несколько операций зажима, сложная оснастка, высокая концентричность или комбинированная обработка, то пятиосевая обработка заслуживает серьезного рассмотрения. Однако, если геометрия проста, а деталь большая, иногда более традиционные методы обработки оказываются более экономичными и надежными.
Для компаний, модернизирующих оборудование или выбирающих решения для новых компонентов, следующим разумным шагом является изучение чертежей совместно с инженерами-технологами, определение количества технологических процессов, а затем выбор соответствующей конфигурации оборудования. В противном случае легко приобрести «перспективную» машину, которая может иметь впечатляющие характеристики, но не обеспечит ожидаемого результата.
Часто задаваемые вопросы: Какие вопросы чаще всего задают перед покупкой?
Подходит ли пятиосевая конструкция для обработки деталей?
Да, если деталь содержит дополнительные концевые элементы, сложные переходные участки или требует вторичной фрезеровки. Для чисто цилиндрических деталей это обычно излишне.
Можно ли использовать один и тот же набор оборудования для решения разных задач?
В некоторых случаях ответ — да, но при оценке результатов следует учитывать не только универсальность, но и согласованность. Универсальность, лишенная воспроизводимости, имеет мало значения.
Что важнее: марка машины или техническая подготовка?
В действительности важны оба аспекта, но недостаточная техническая подготовка может даже вывести из строя высокопроизводительную машину. В таких случаях экономия на этапе запуска может иметь ужасные последствия в дальнейшем.
При выборе решения для обработки сложных металлических деталей, поверхностей лезвий или их комбинаций лучше всего обсудить конкретные детали, траектории обработки и производственные требования, а не расплывчато упоминать «пятиосевые станки». Это позволит сделать более точный и справедливый выбор в процессе производства.