Пятиосевой обрабатывающий центр : когда традиционные методы обработки больше не применимы.
Выбор пятиосевого станка — это не просто следование модным терминам в технических характеристиках; сложность деталей превышает возможности обработки традиционных трехосевых станков. Преимущества пятиосевых станков особенно очевидны в тех случаях, когда требуется обработка нескольких поверхностей за одну установку, сохранение геометрической стабильности и точная обработка сложных криволинейных поверхностей. Инженеры, специалисты по закупкам и технические специалисты обычно учитывают практические вопросы: сможет ли пятиосевой обрабатывающий центр обеспечить необходимую точность, сократить время настройки и не усложнит ли он и без того простой производственный процесс?
Помимо маркетинговой шумихи, с точки зрения производственных задач, пятиосевая обработка имеет решающее значение в ситуациях, когда издержки, связанные с ошибками, высоки. К таким ситуациям относятся блочные детали, сложная оснастка, автоматизированные компоненты, а в более требовательных отраслях — инструменты для обработки лопаток, оснастка для турбинных лопаток или другие детали со сложной пространственной геометрией. В этих случаях важна не только точность координат, но и доступность инструмента, стабильность зажима и повторяемость траектории.
Что именно предлагает пятиосевое решение?
Ключевое преимущество пятиосевых станков заключается в том, что они позволяют устанавливать инструменты и/или заготовки под разными углами без частого перепозиционирования. На практике это означает меньшее количество переналадок, меньшую накопленную погрешность и меньшее ручное вмешательство между процессами. Для массового производства это обычно приводит к более предсказуемым производственным циклам. Для мелкосерийного производства это означает возможность выполнения одного заказа, для которого ранее требовалось несколько станков, за один раз.
Однако важно отметить, что пятиосевая обработка не всегда автоматически приводит к повышению экономической эффективности. Иногда сложные кинематические схемы имеют решающее значение только для обработки нескольких деталей, в то время как для других они могут создавать ненужные сложности с настройкой и программированием в цехе. Поэтому оценка пятиосевого станка должна основываться не на количестве осей, указанном на паспортной табличке, а на том, какие конкретные процессы он может исключить.
В каких аспектах пятиосевая обработка особенно выгодна?
Сложные контуры и многокриволинейные поверхностные компоненты
Когда детали имеют несколько наклонных поверхностей, канавок, переходов радиуса или глубокие участки, которые трудно обрабатывать стандартными инструментами, пятиосевая обработка может сократить количество операций зажима и помочь сохранить точность подгонки поверхностей.
Лопасти, рабочие колеса, аэрокосмическая промышленность и энергетические установки
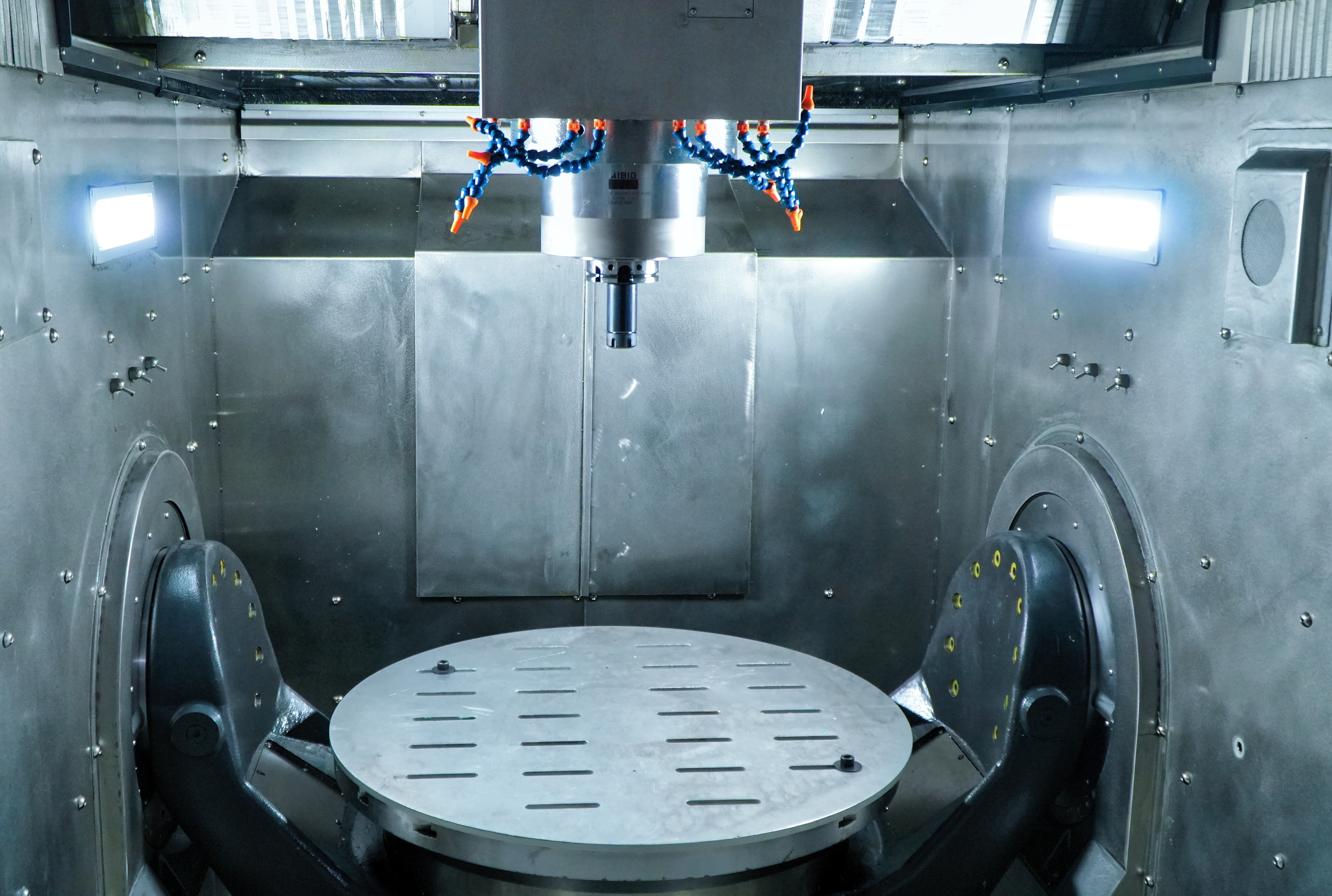
В данной статье обычно рассматриваются станки, используемые для обработки лопаток. Для таких деталей крайне важны доступность зоны резания, плавные траектории резания и возможность сохранения сложной геометрии. В таких задачах, как обработка лопаток турбин, преимущества синхронного управления осями особенно значительны, поскольку позволяют инструменту плавно перемещаться по поверхности, избегая ненужных пауз или скачков.
Различные части сложной фигуры непрерывно вращаются.
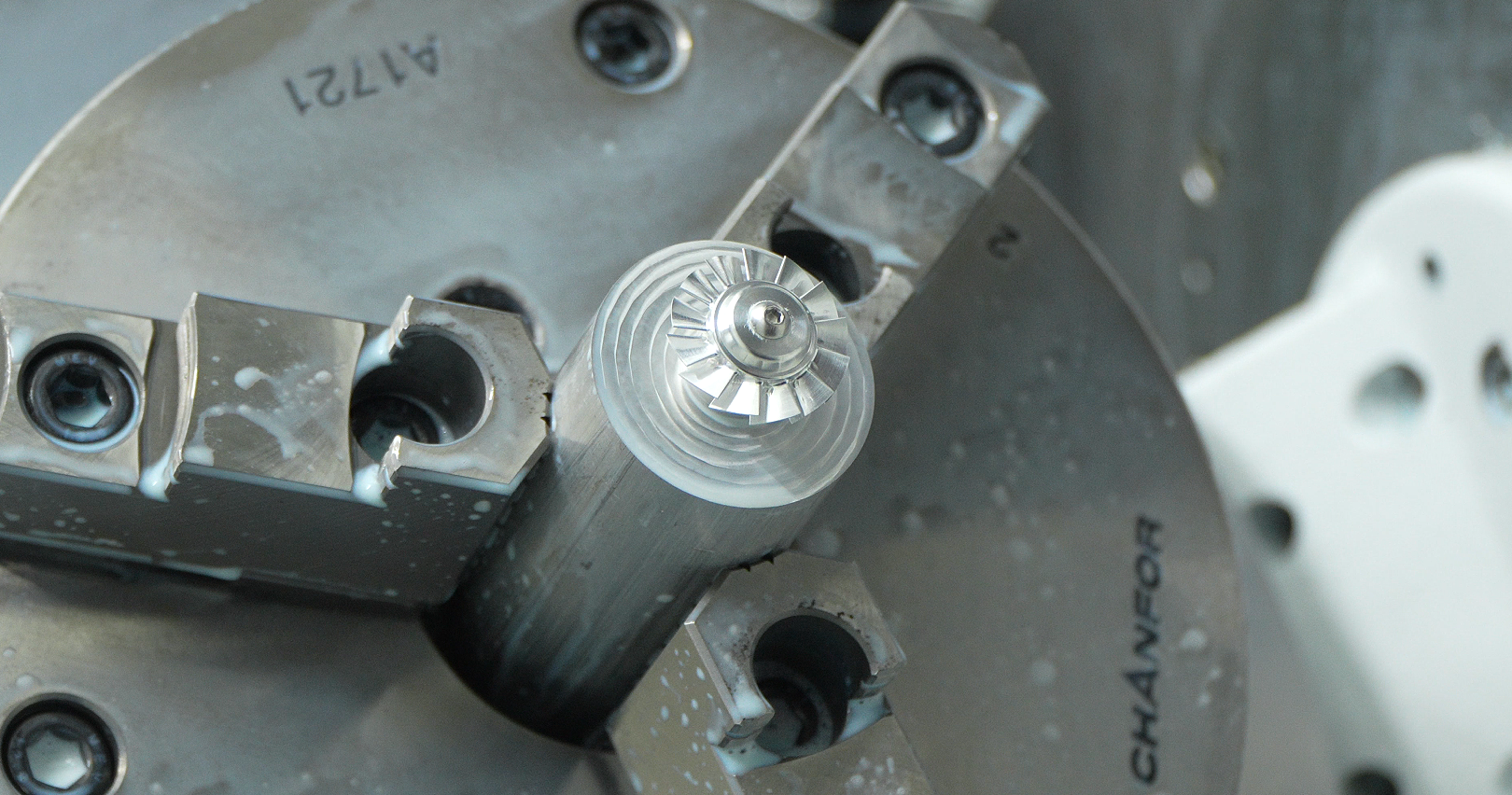
Фотография заготовки на токарном патроне служит наглядным напоминанием о другой реальности в мастерской: не все сложные детали можно обрабатывать только фрезерными центрами. Круглые детали — такие как валы, роторы, ступицы, насосы и компоненты привода — часто требуют сочетания токарной и фрезерной обработки. В таких случаях станок с ЧПУ, оснащенный соответствующими режущими инструментами, может обеспечить гладкие поверхности, соосность и повторяемость, особенно когда детали можно собрать без дополнительной финишной обработки.
Помимо количества осей, какие еще факторы необходимо учитывать при выборе?
Наиболее распространенная ошибка при закупке заключается в сравнении только кинематических характеристик. К более важным факторам относятся: способность станка поддерживать жесткость в рабочем диапазоне, конструкция измерительной системы, простота программирования траектории движения инструмента, а также наличие комплексного послепродажного обслуживания. Для сложных заказов необходимо также учитывать стабильность работы станка в течение длительных циклов и его способность справляться с частой сменой продукции.
Вторая практическая проблема — это режущие инструменты. Пятиосевой обрабатывающий центр может в полной мере реализовать свои преимущества только при наличии хорошо спроектированных приспособлений для заготовок, достаточного количества режущих инструментов и квалифицированных операторов. В противном случае приобретение такого станка легко может превратиться в дорогостоящее украшение. И это, пожалуй, одно из самых распространенных заблуждений: сам станок исправен, но производственный процесс, связанный с ним, неудовлетворителен.
Почему компании сосредотачиваются не только на самой машине, но и на методологиях инженерного проектирования?
Компания TAIMECH, основанная в 2021 году, может похвастаться командой с более чем 20-летним опытом в области механических исследований, разработок и производства. В профиле компании подчеркиваются высококачественные станки с ЧПУ, строгая система управления качеством, а также передовое оборудование для механической обработки и тестирования. Для покупателей это не просто маркетинговый ход; это демонстрирует, что поставщик заинтересован не только в продажах продукции, но и во всем жизненном цикле оборудования.
Это особенно важно в области сложной механической обработки. В контексте модернизации цеха заказчикам нужен не просто пятиосевой обрабатывающий центр; им необходим предсказуемый производственный инструмент: он должен обладать четкой логикой настройки, стабильной механической конструкцией и возможностью интеграции в реальный процесс обработки деталей — от обработки заготовки до чистовой обработки.
Перед покупкой быстро проверьте следующий контрольный список.
Какие детали станка мне следует купить в первую очередь?
Требуется ли одновременная пятиосевая обработка, или достаточно позиционной обработки?
Какие операции можно перенести с других рабочих станций?
Есть ли у команды опыт программирования и настройки кинематики такого типа?
Как следует располагать оснастку для стандартных и нестандартных заготовок?
Что нам следует предпринять дальше?
При сравнении производственных планов для сложных деталей следует сначала изучить технологическую схему, а не каталог продукции. Определите, какие этапы слишком трудоемки, сопряжены с высоким риском дефектов и какие поверхности требуют чрезвычайно высокой точности. После этого вы сможете объективно определить, необходим ли пятиосевой обрабатывающий центр, достаточно ли будет фрезерно-токарной системы или следует поискать специализированный пятиосевой обрабатывающий центр для вашей производственной линии.
Этот метод, как правило, более эффективен для экономии денег, чем любая попытка "зарезервировать минимальную цену покупки".